I developed a parametric design in Fusion based on Ben's connection method. The Fusion sketch can take the material thickness of the cross and clip material and adjusts the geometry accordingly. For the first round of prototyping I chose to use wood for the cross pieces and Delrin for the clips.
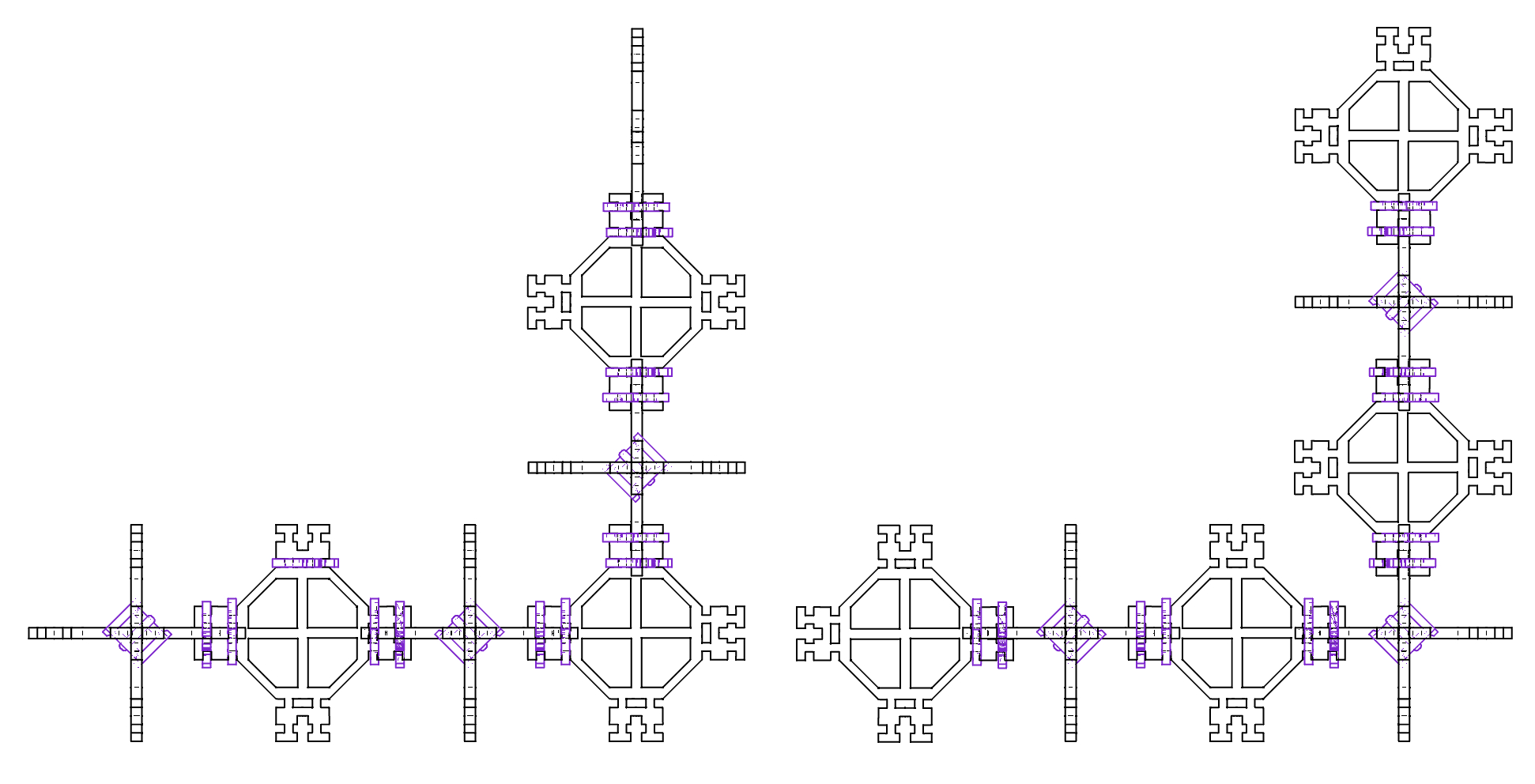
The diagrams below show two configurations for part orientation for a 45 degree facet and a 90 degree bend.
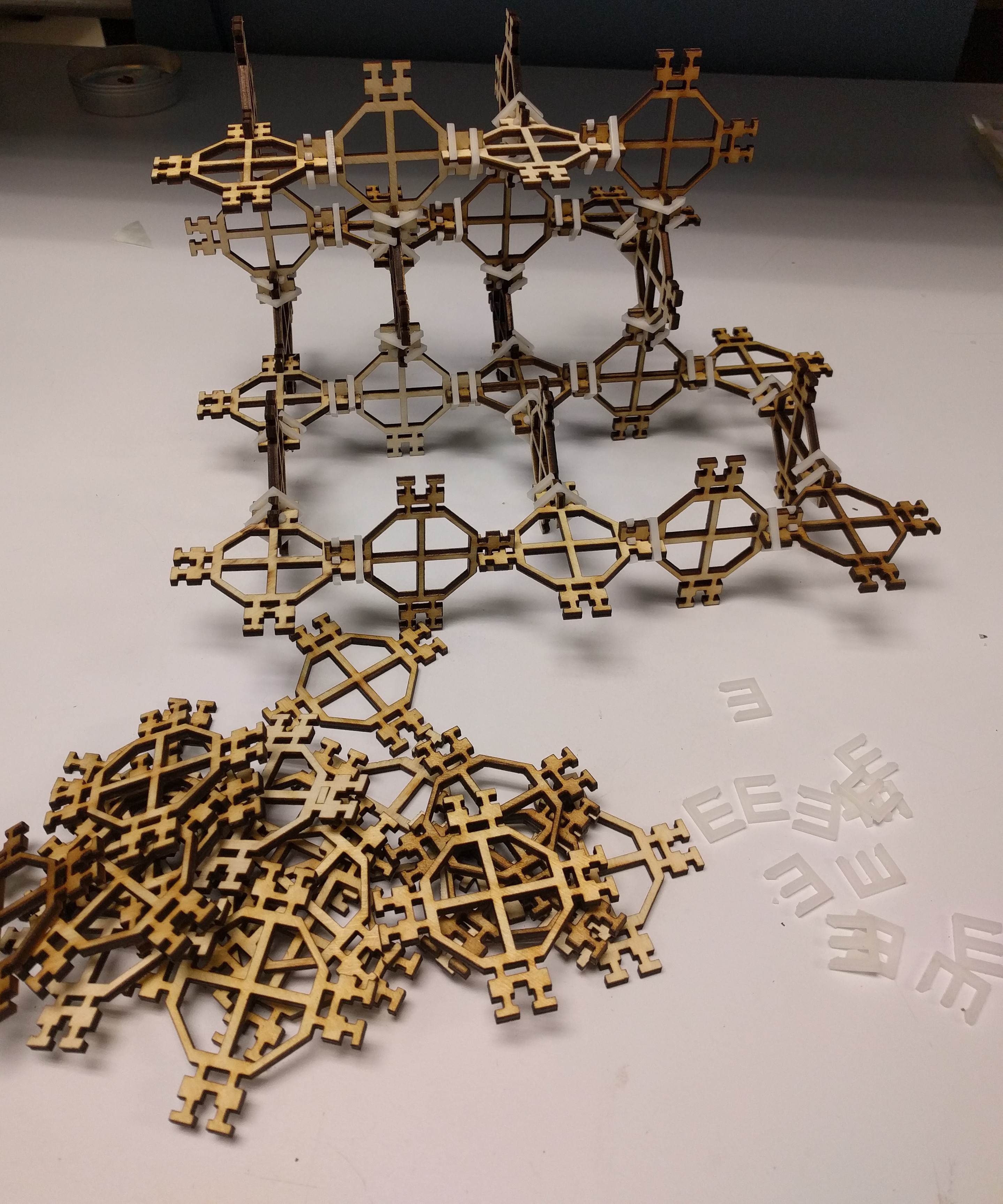
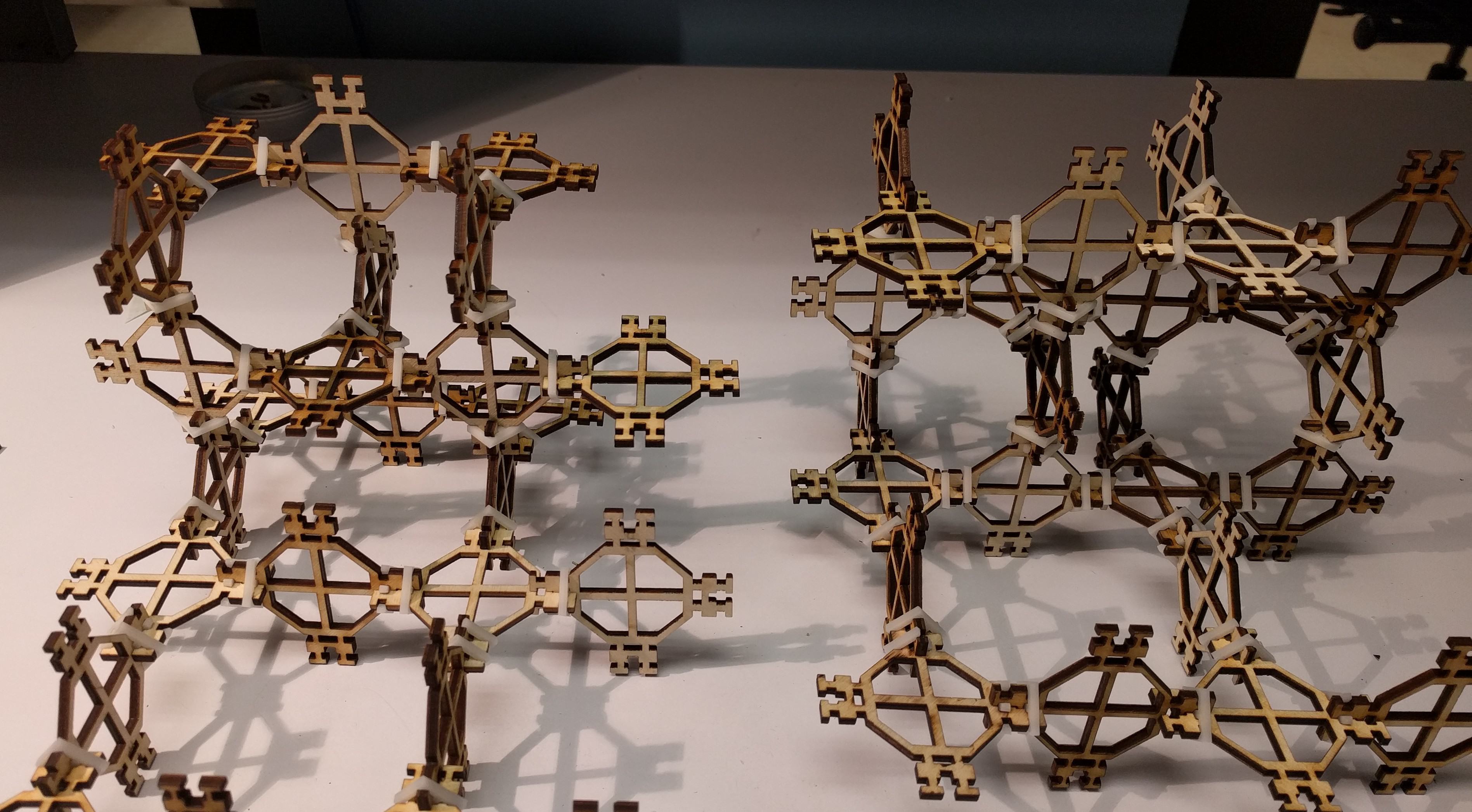
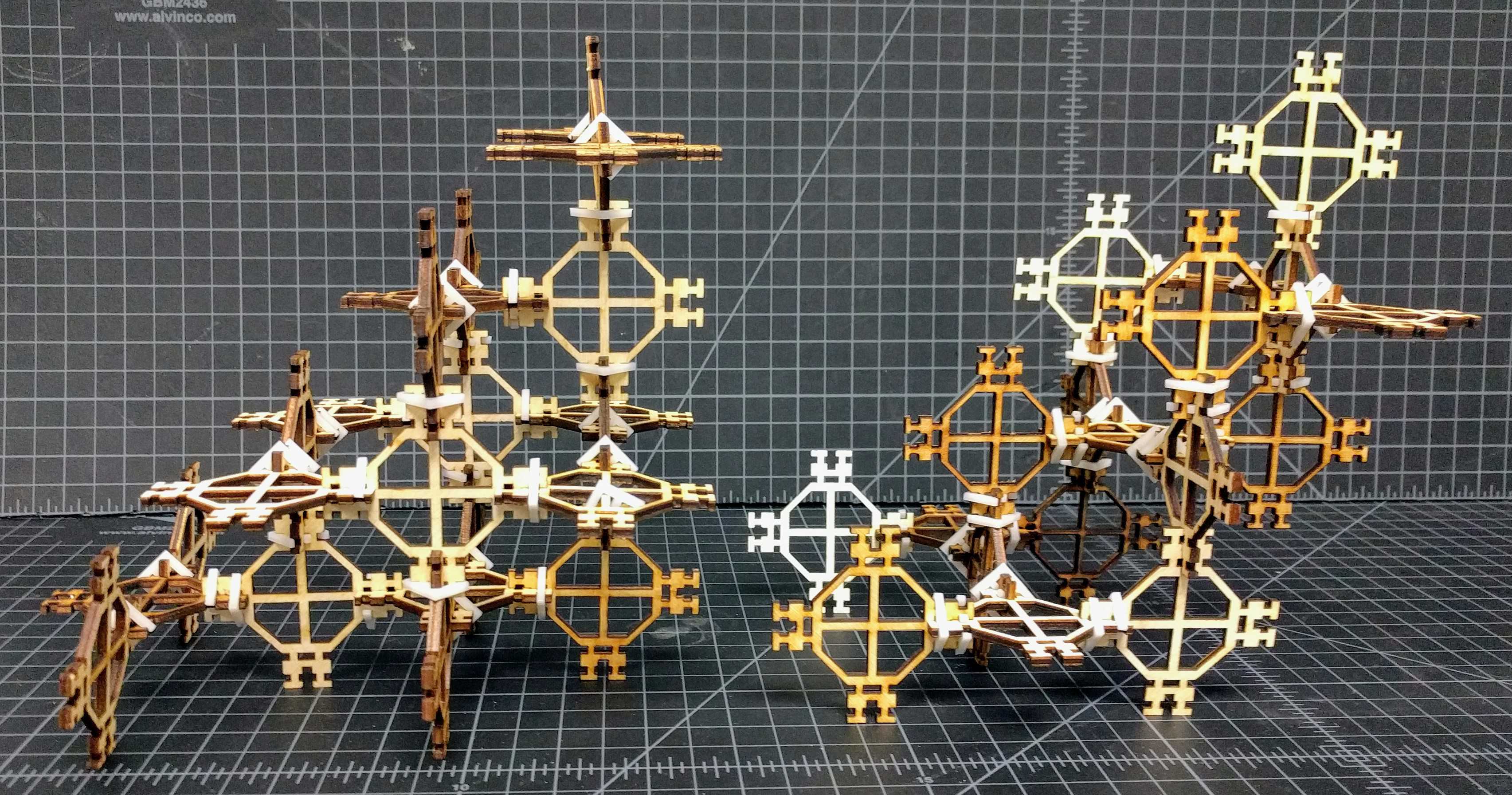
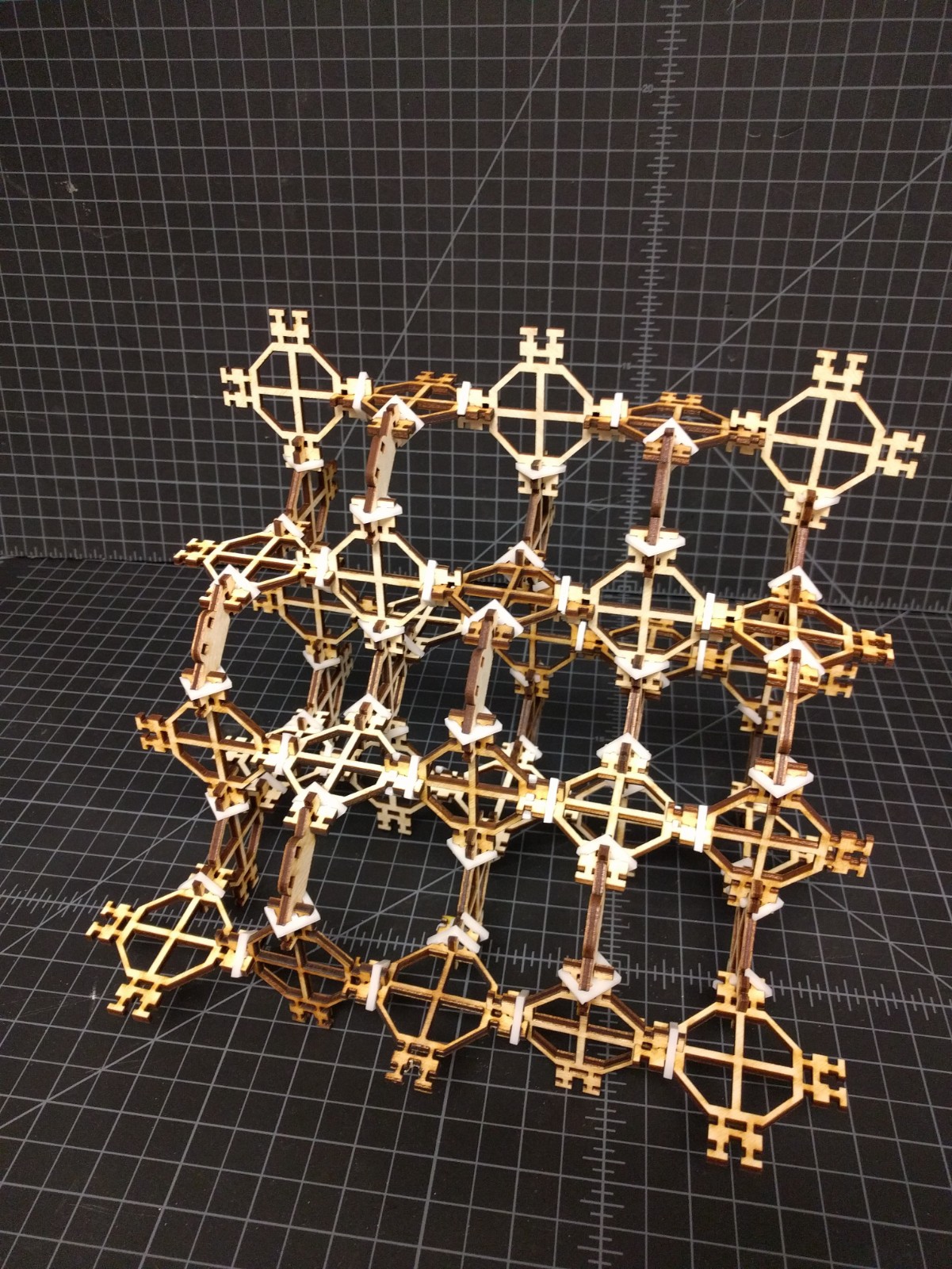
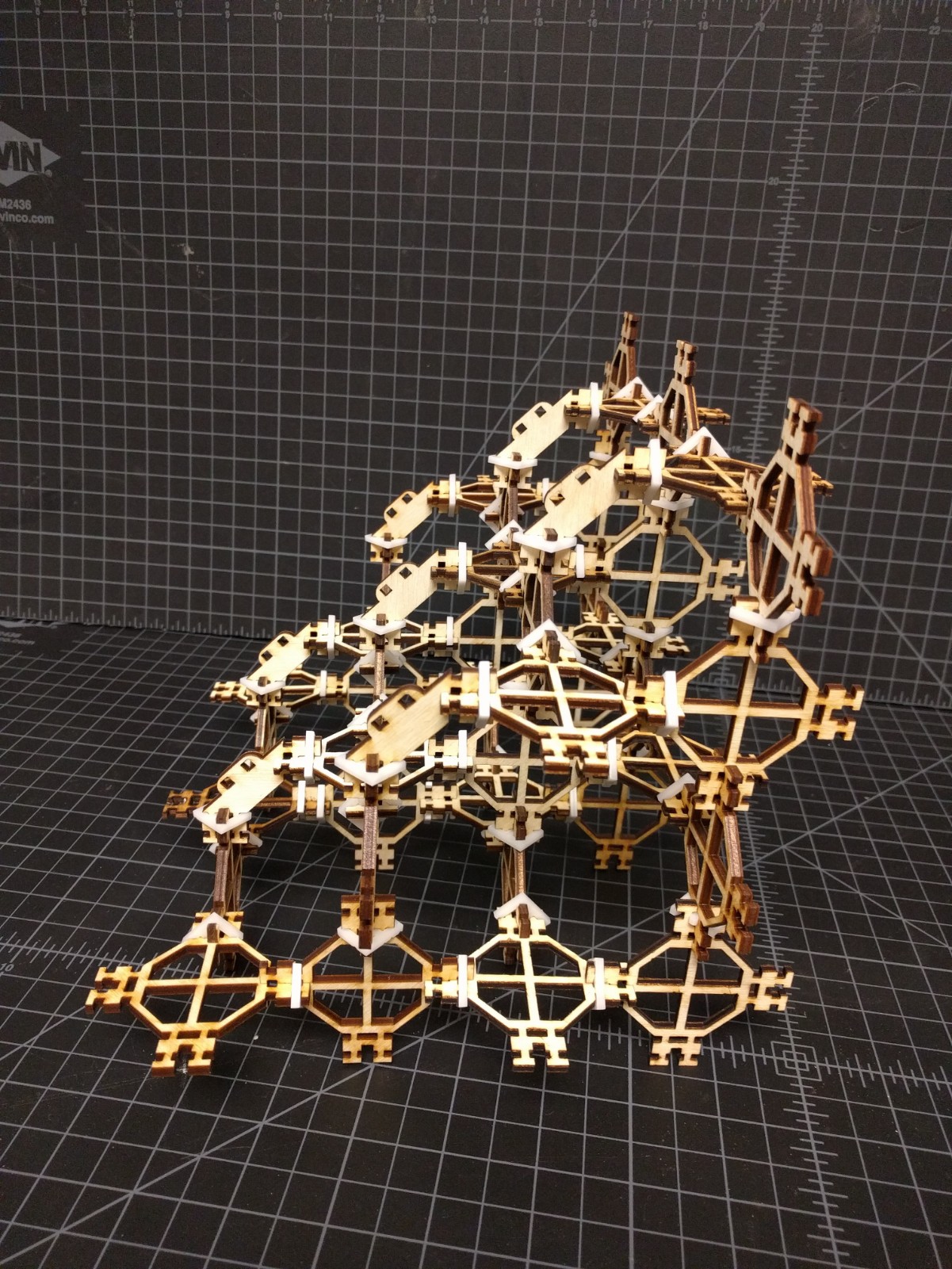
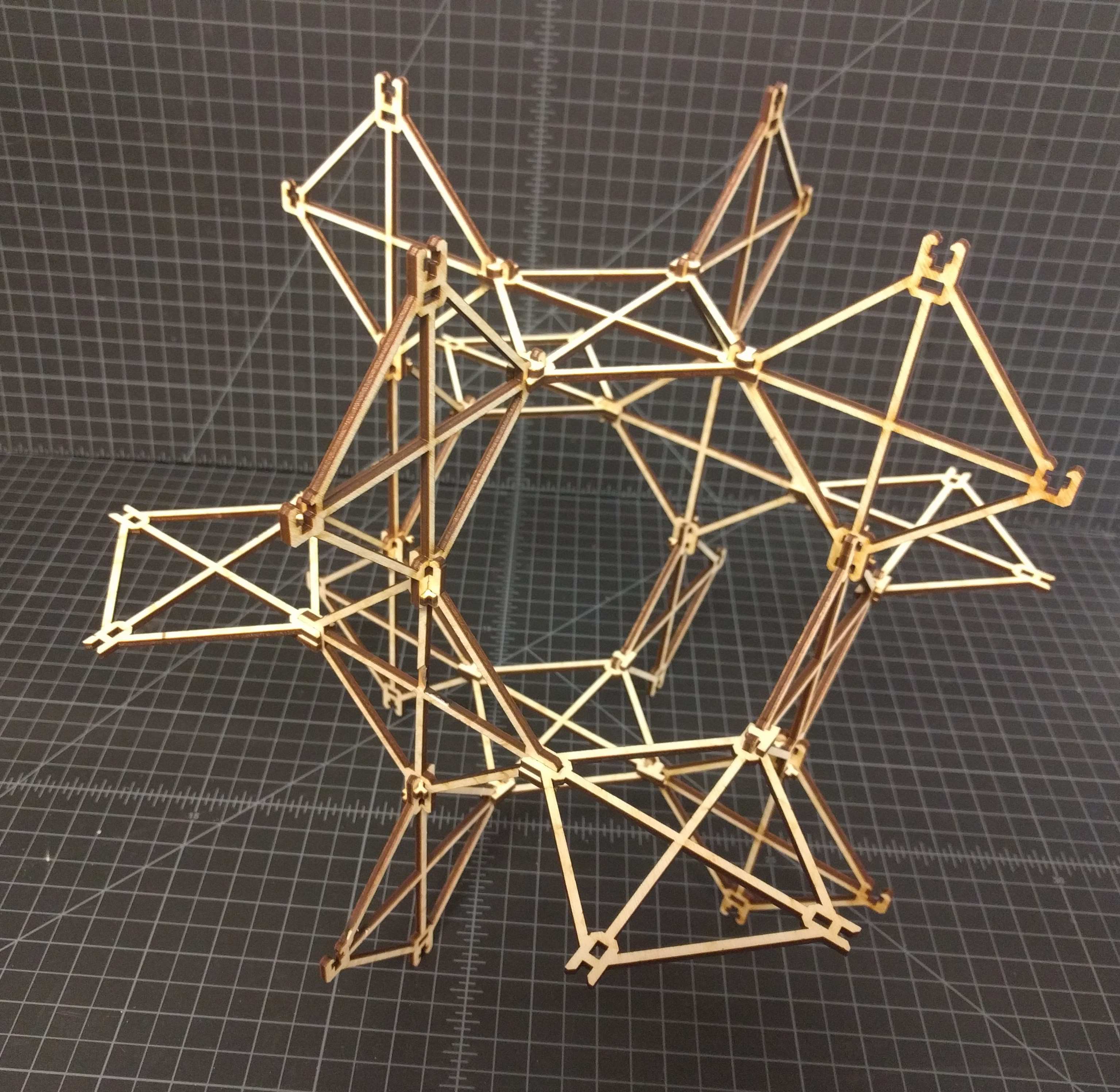
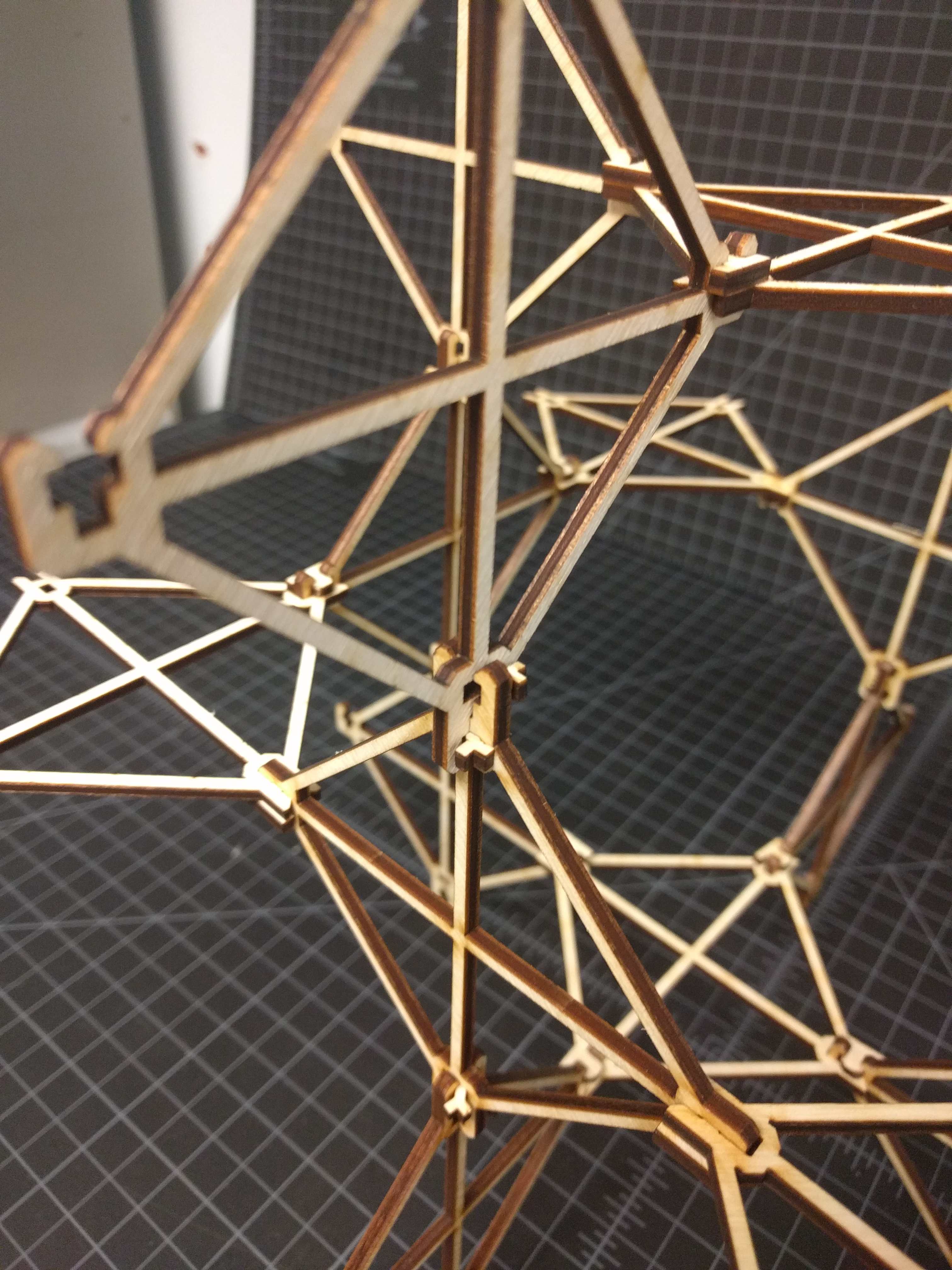
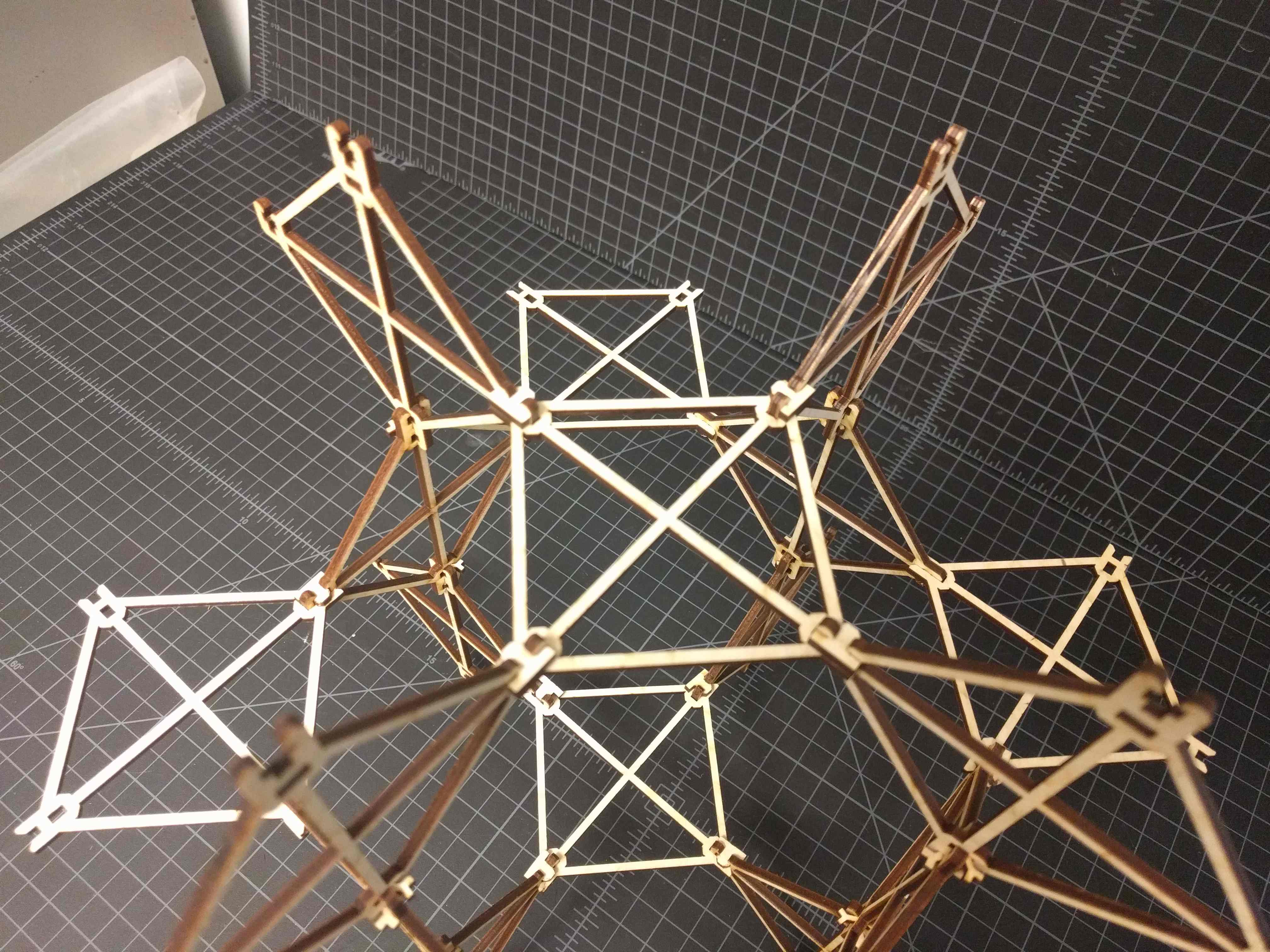
The photos below show these configurations prototyped using wood and Delrin.
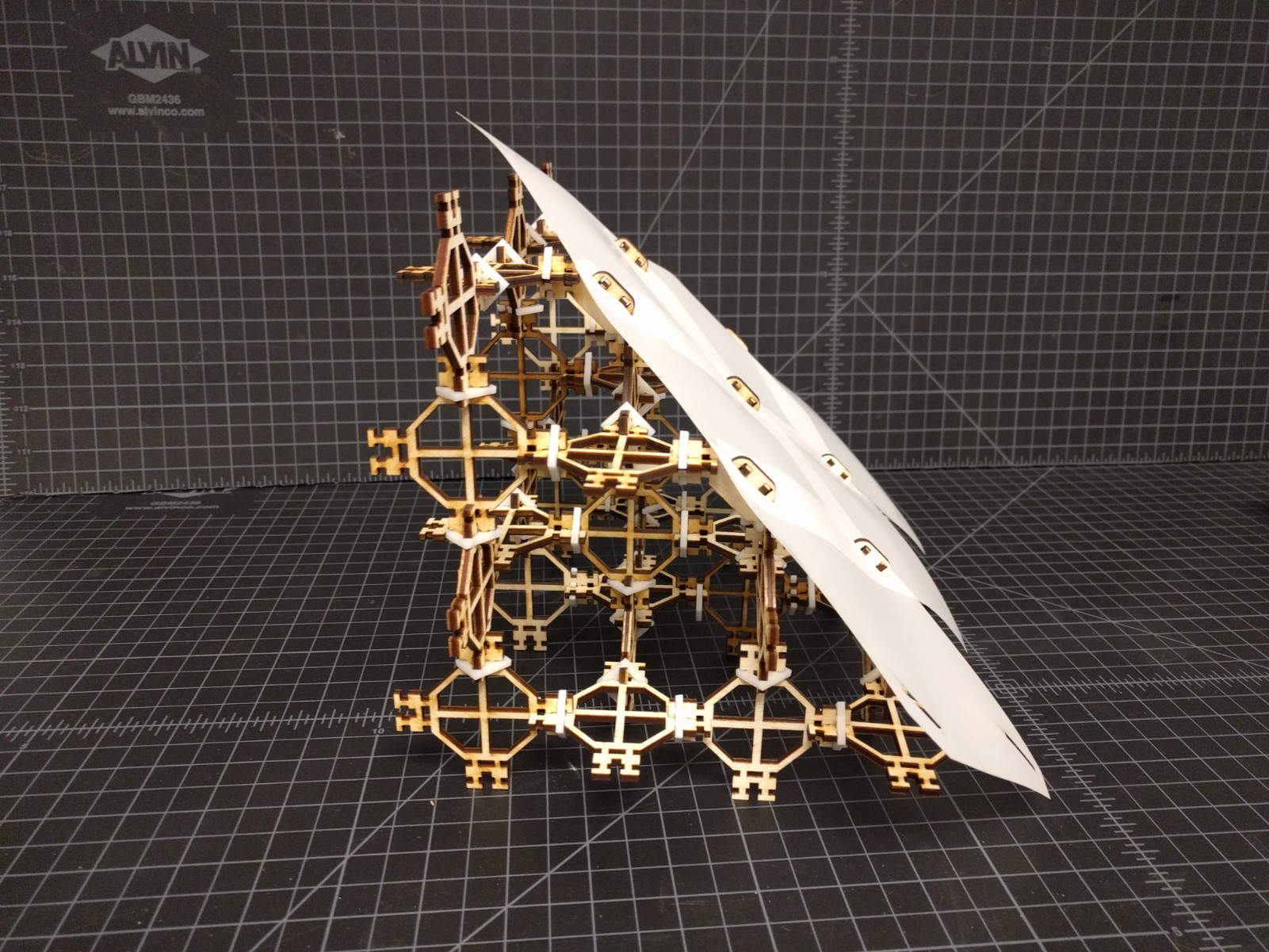
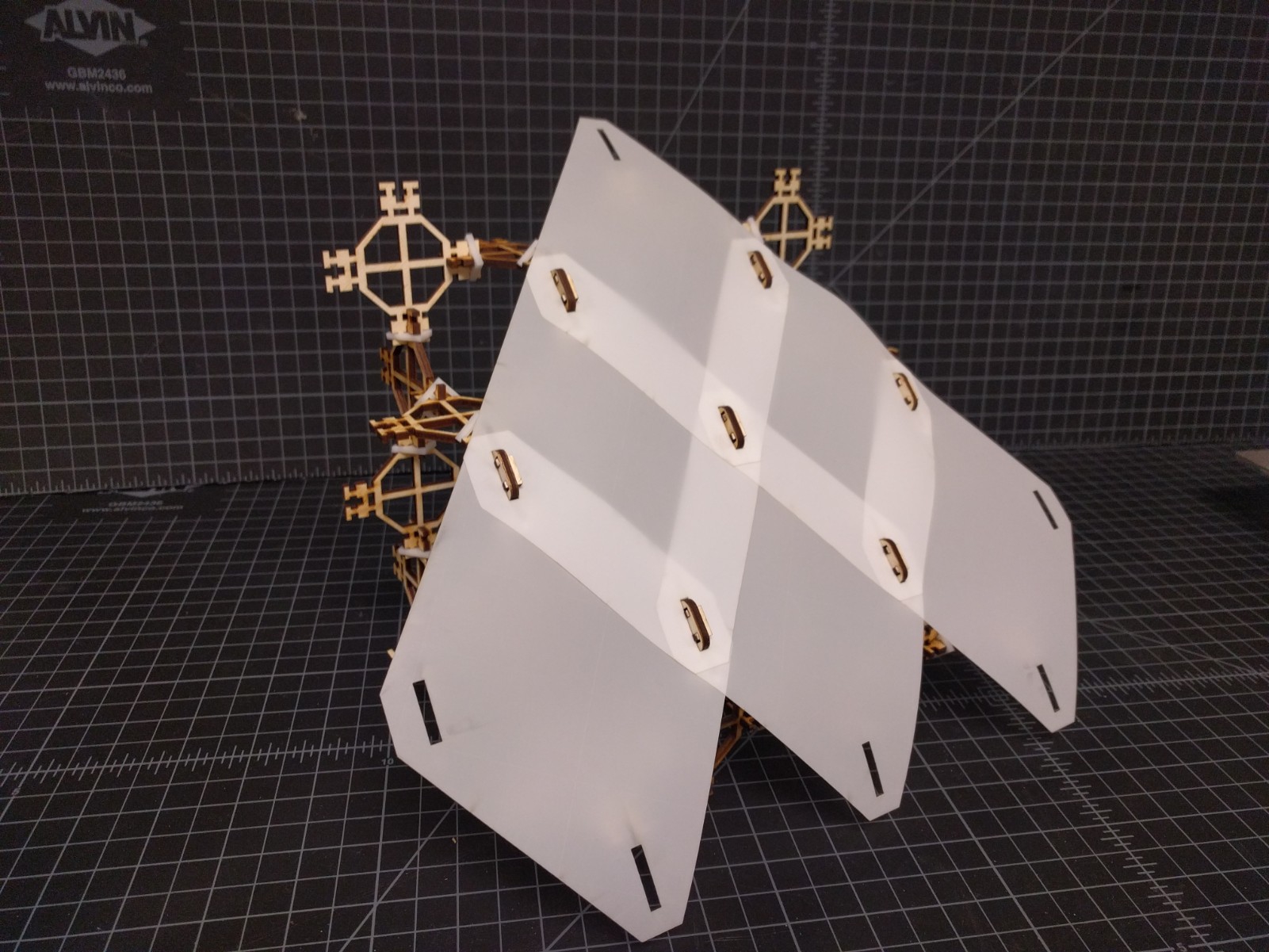
Below are photos describing a possible skin attachment method for the 45 degree plane.
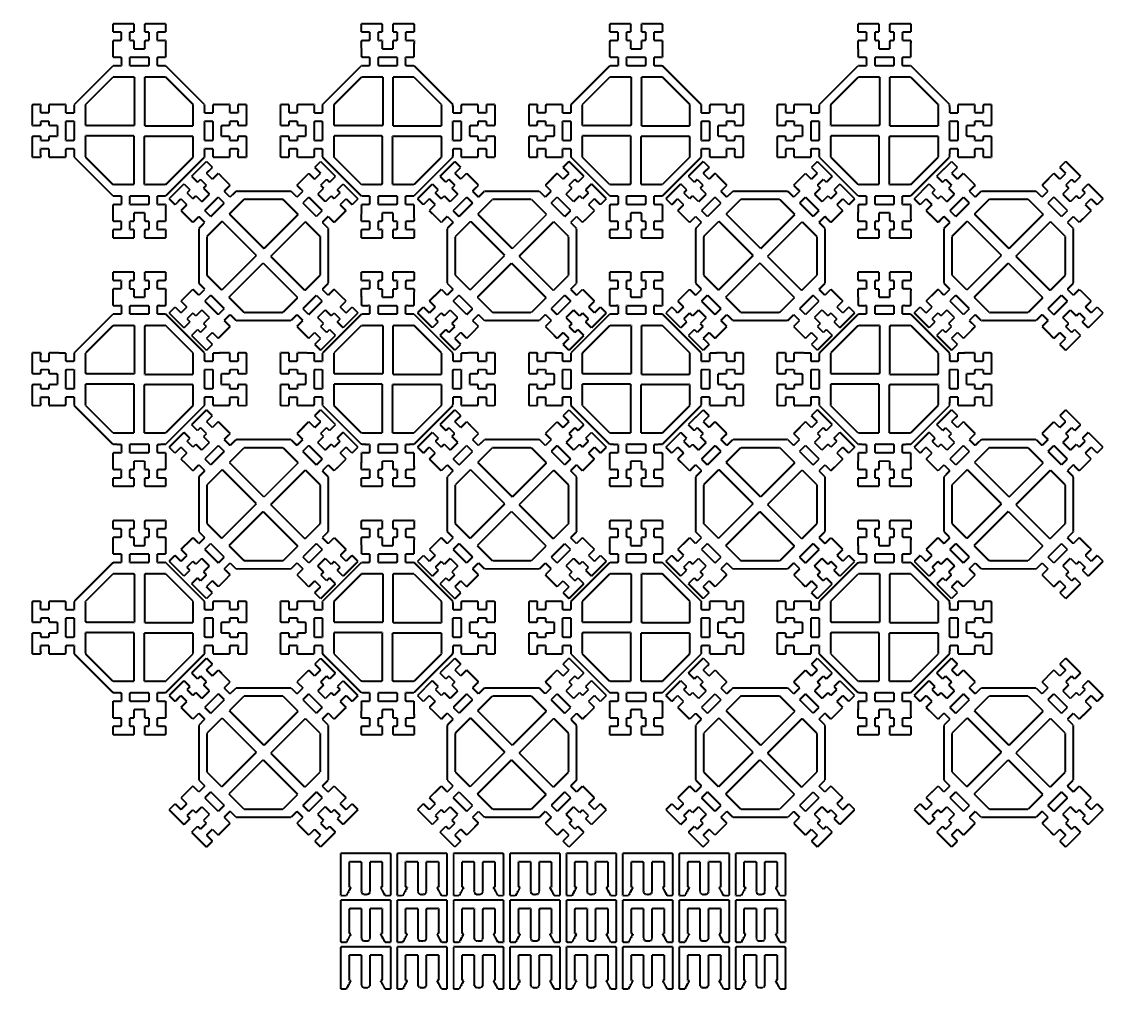
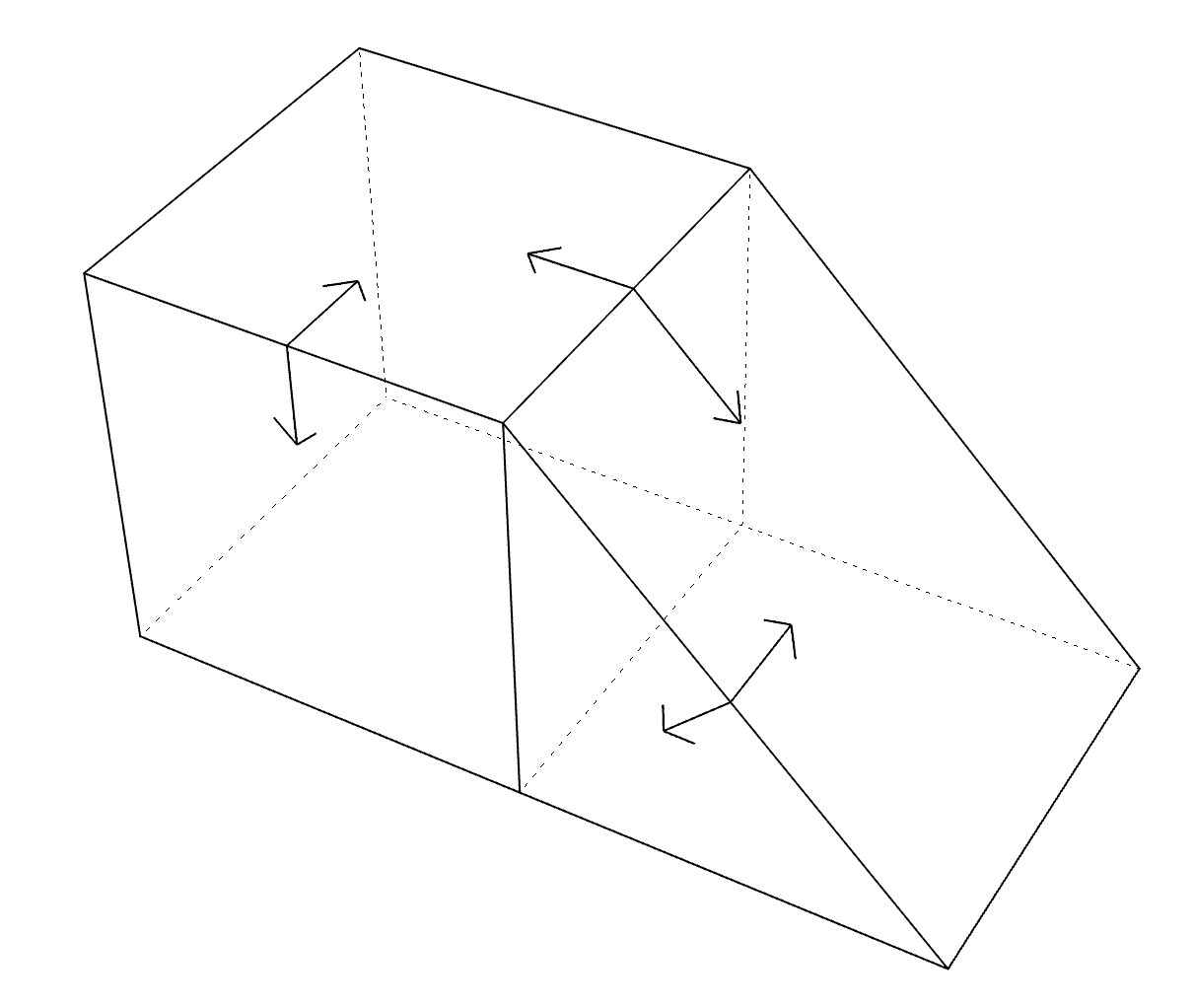
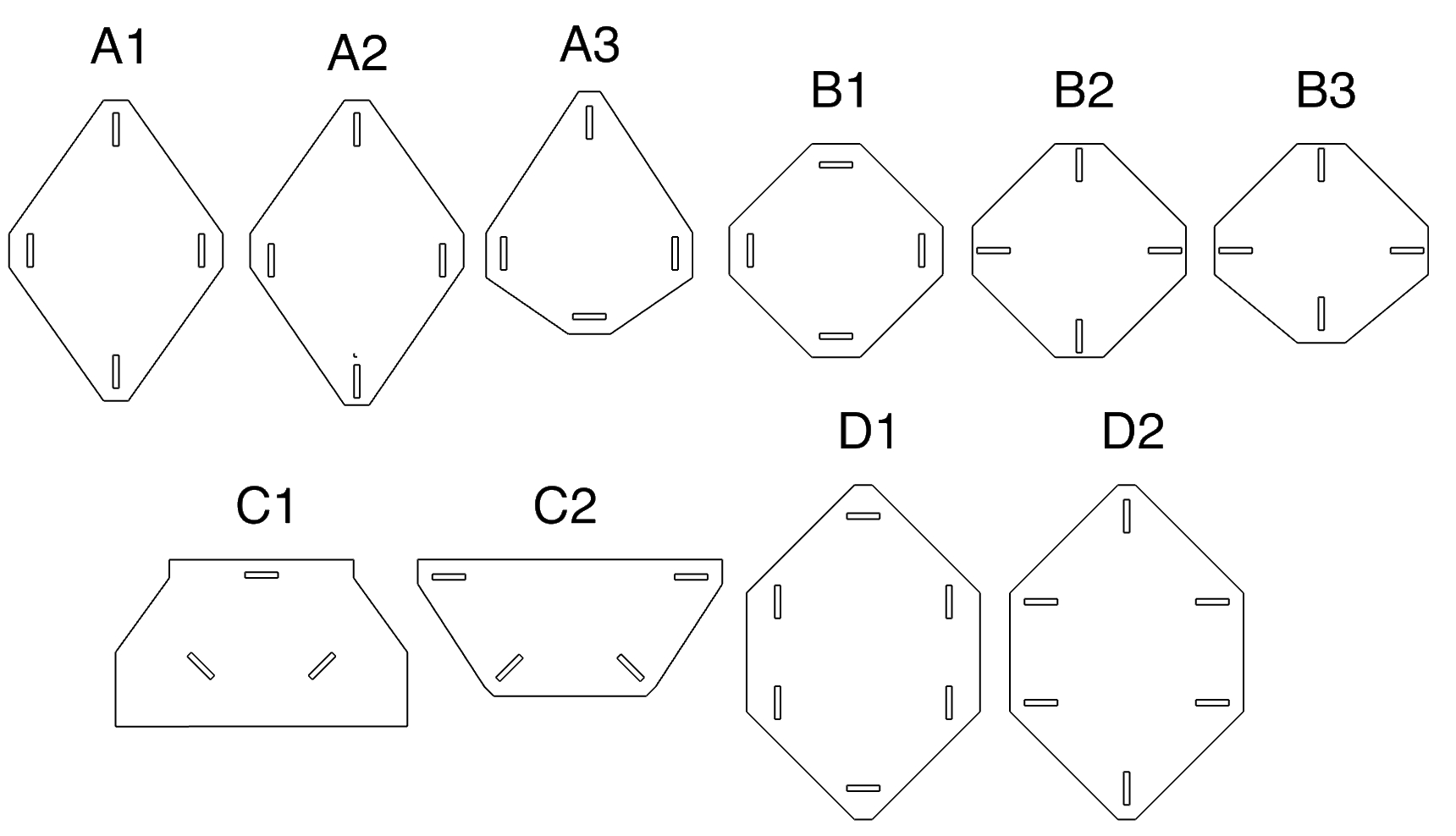
Next I investigated quantity of skin part types that would be required to cover a volume which included several different angled transistions. I design the skin panels shown to cover all faces and the edges shown with the connecting arrows. Also shown are the connectors and clip used to interface the skin with the structure. The corner cases would have required additional parts, which I didn't design. However this exercise starts to give an idea about the order of magnitude of parts required for as complexity is introduced into a structures exterior form.


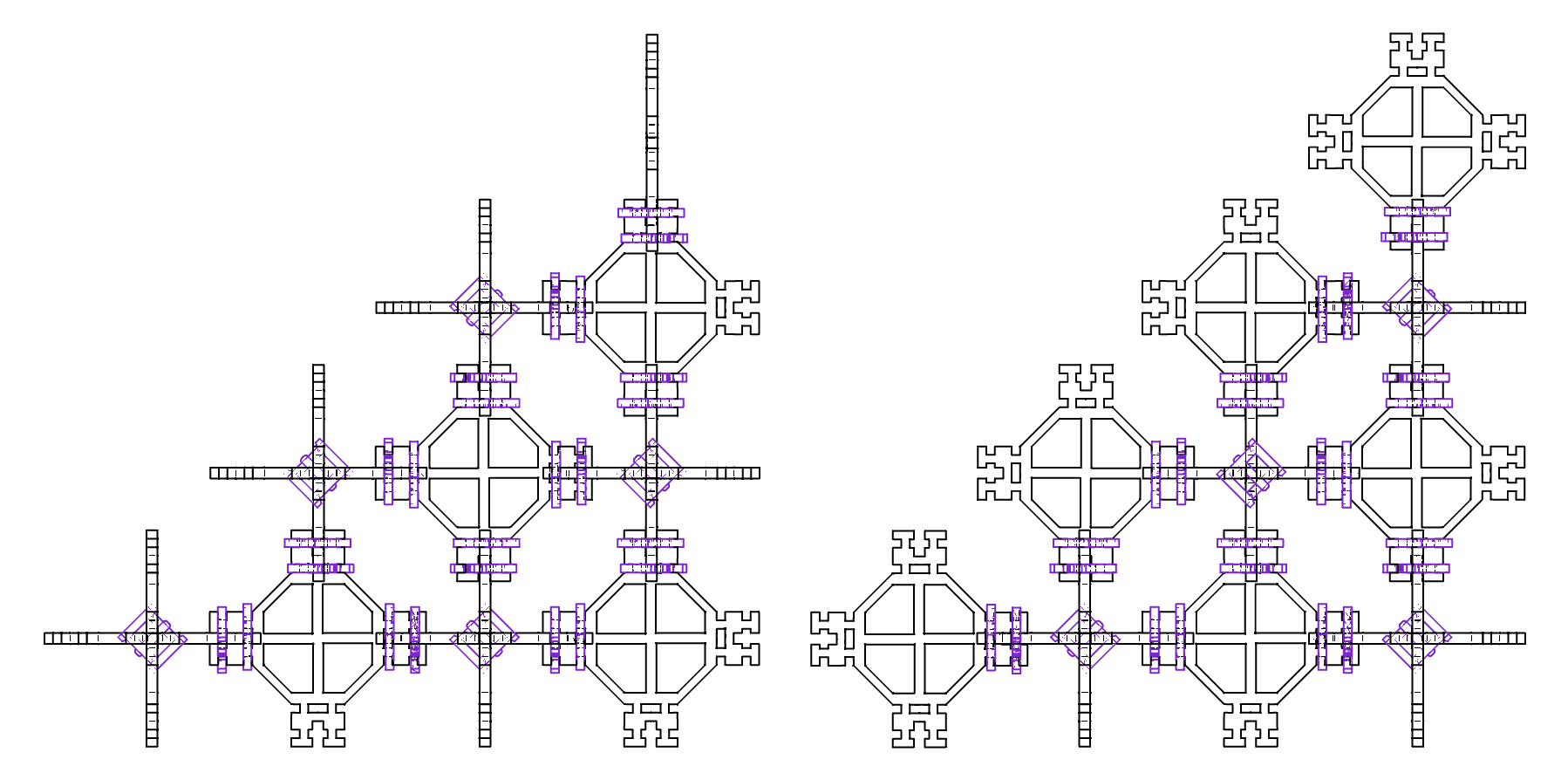
The png below represents an alternative assembly and connection system designed by Neil. With this designs, all the main pieces can be inserted vertically. The clips still need to be inserted at a variety of angles.
The Trotec Speedy 100 Flex also has a fiber laser built in. For reference, the CBA lasers have the following powers and kerfs, which helps demonstrate their suitability for different applications.
| Machine | Fiber | Power | Kerf |
|---|---|---|---|
| Trotec Speedy 100 Flex | CO2 | 60 W | |
| Trotec Speedy 100 Flex | Fiber | 30 W | 50-100 um |
| Fablight 3000 | Fiber | 3 kW | |
| Oxford Alpha 532 | Diode pumped | 20-40 um |
When shrinking down the design, the minimum feature size that needs to be cut is equal to the thickness of the material. For very small parts this can require fairly intricate cut paths in small volumes of material making heat management a challenge.
Initially I tried cutting 0.01" stainless steel on the Trotec and clamped the material using magnets. The magnets were not able to resist the deformation of the sheet due to heating.


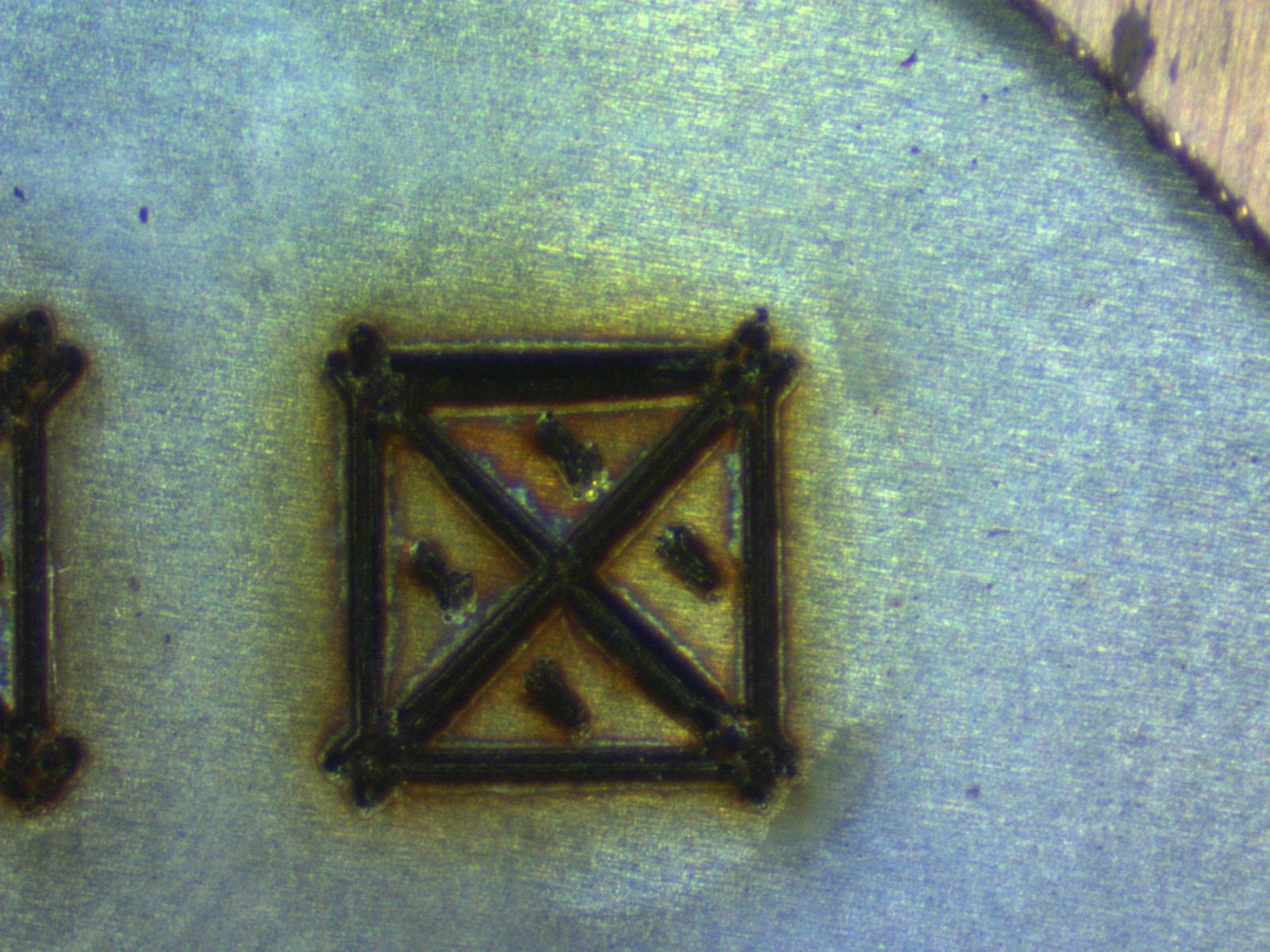
I made a clamp to prevent warping and clamped a piece of 0.008" stainless steel. The smaller parts in the image below are scaled for 0.008" connections. Clearly these cuts were not successful. The scaled up parts are therefore too large for the thickness of material but help demonstrate the limitation on strut slenderness when using this cutting method. A certain amount of warping did still occur, evident by an inconsistent production of sparks.

The shrinking down of parts is probably going to be best suited to the Fablight when it arrives. Regardless of the machine though, there's a question around the intricacy of cut possible in a given volume of material over a give time step for which heat can physically by disappated. As pieces get smaller, the shim stock must get thinner. Perhaps there is a scaling law that puts a limit on the minimum feature size possible using a fiber laser of power P, moving at speed, S.