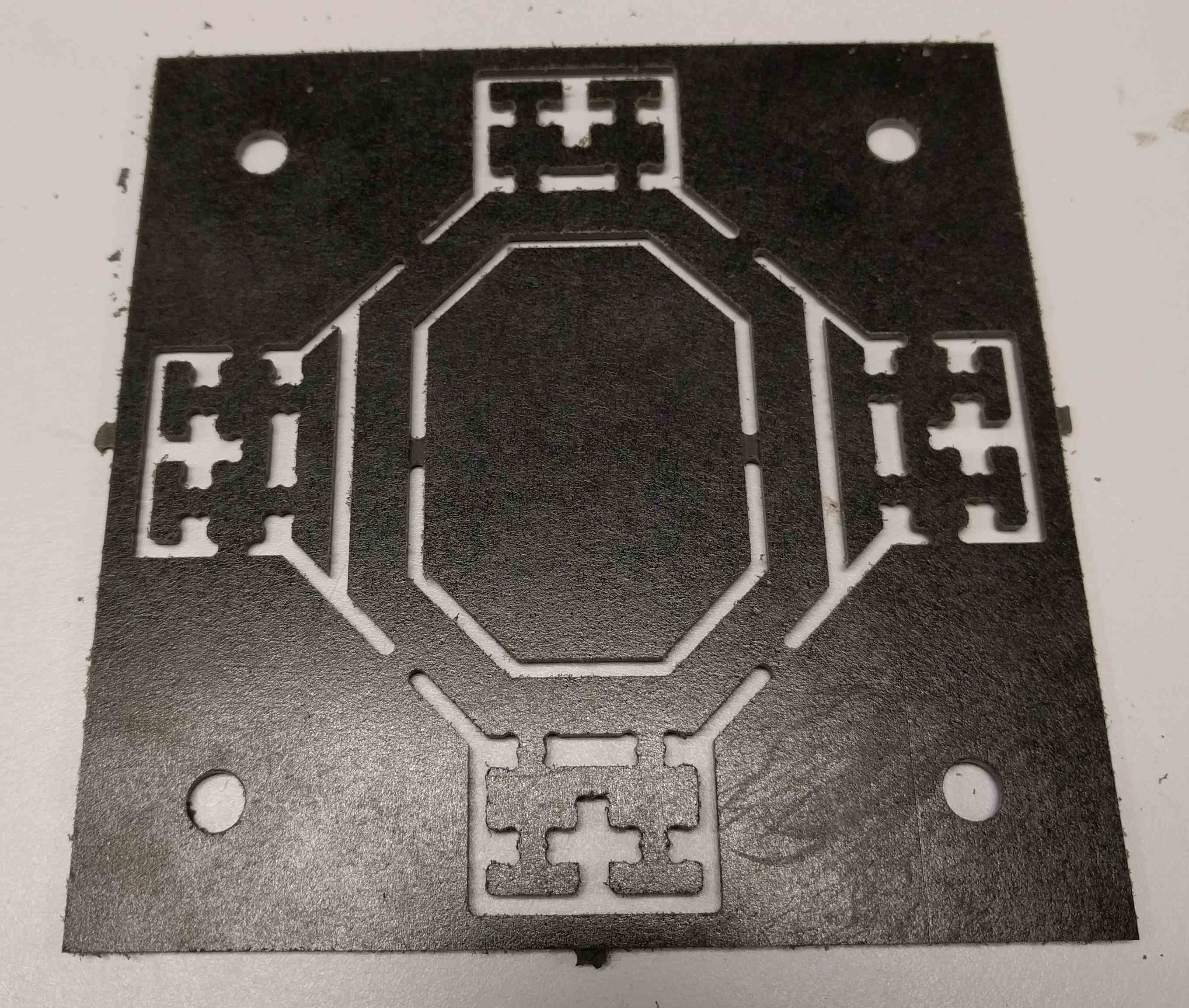
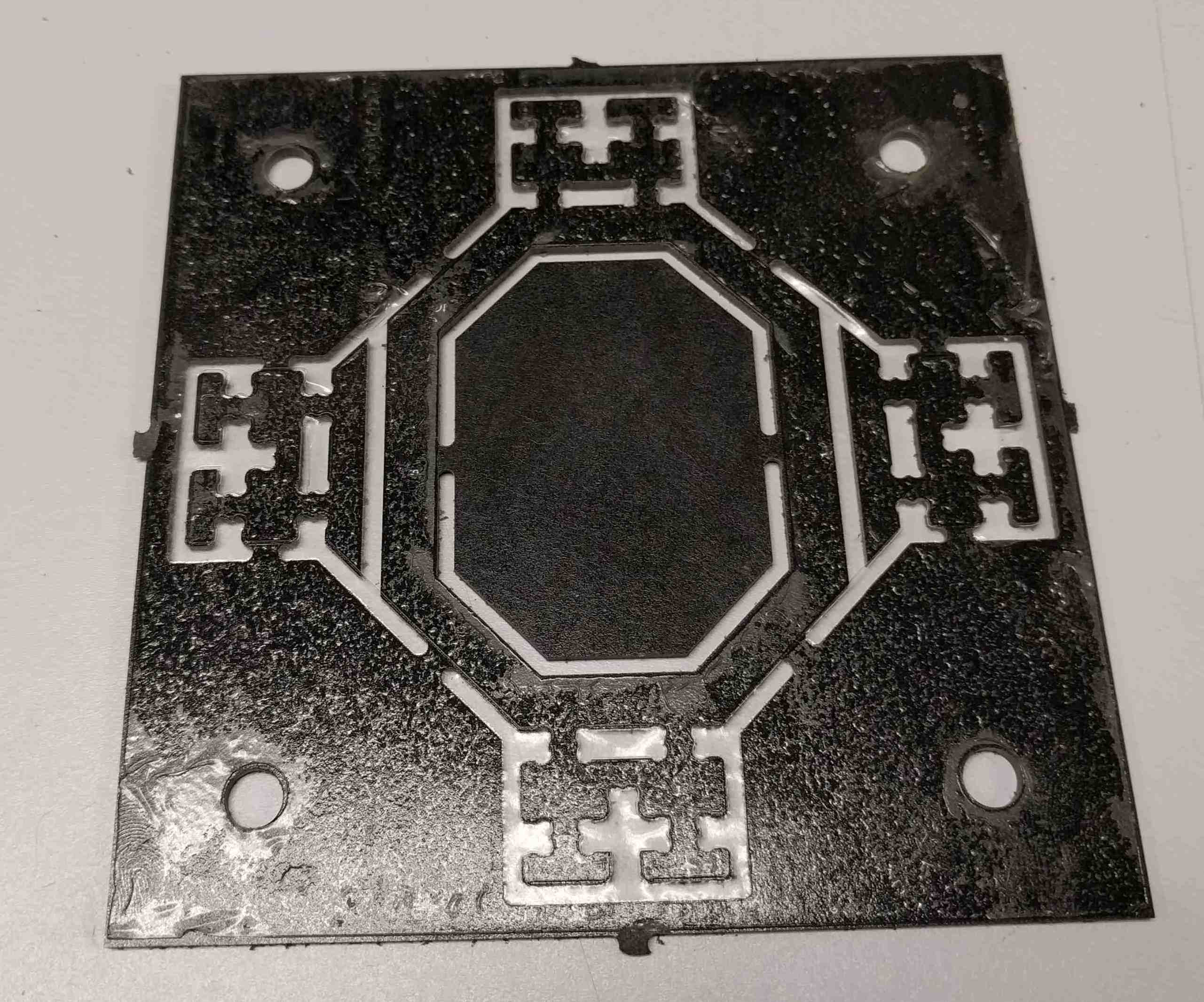
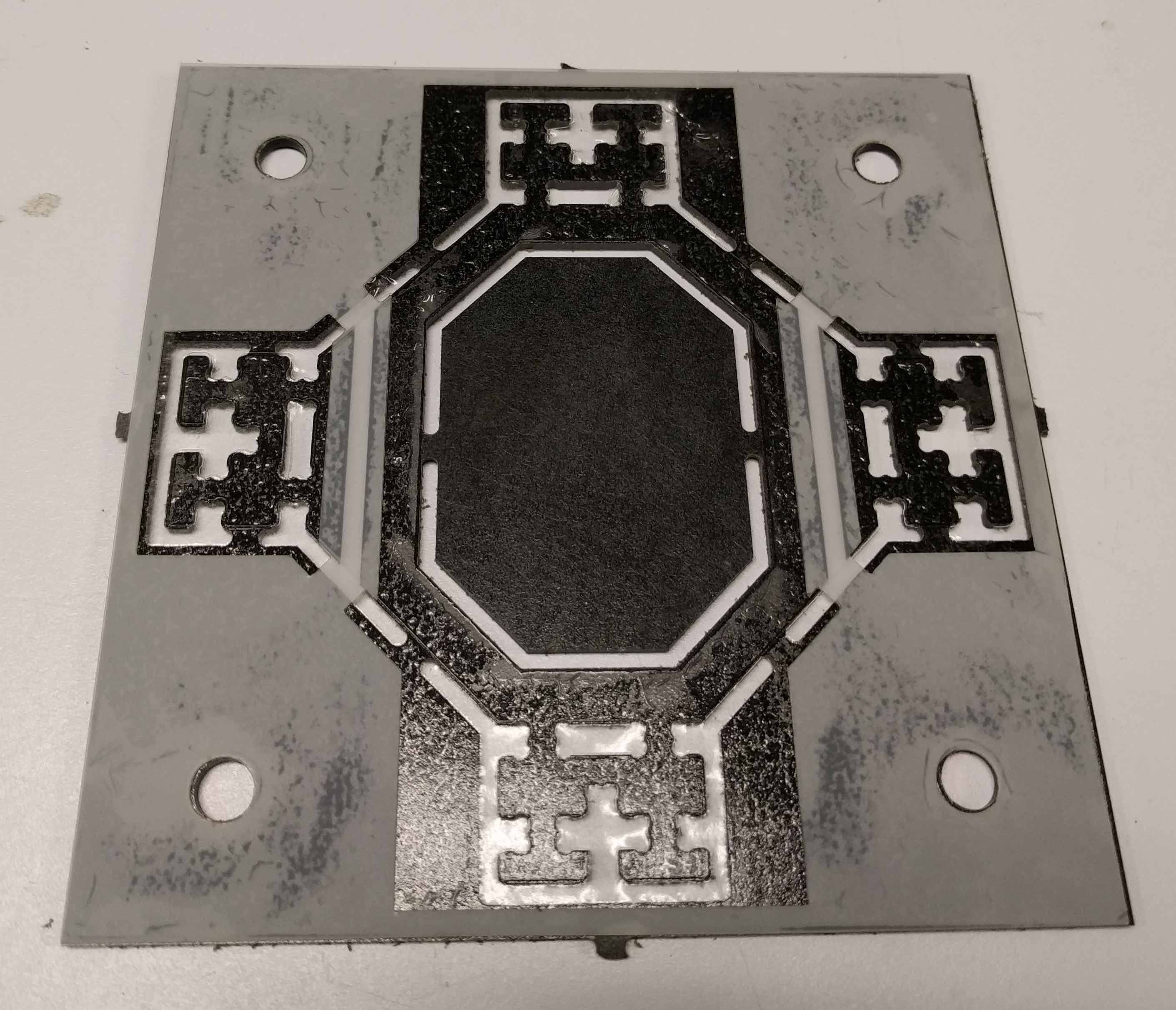
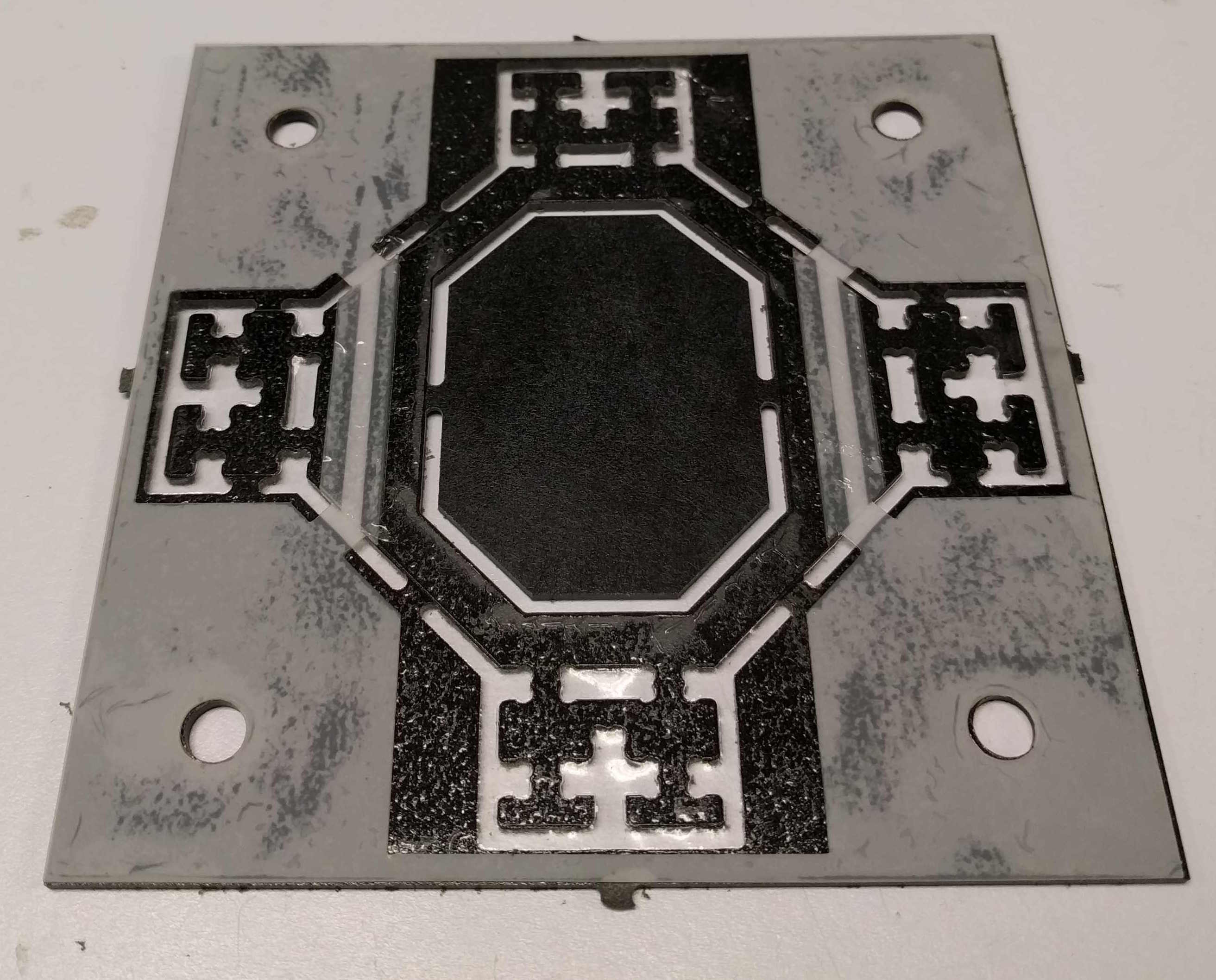
[This page document work during w/c 12 Jan 2018] - Before Christmas I spend some time machining stainless steel parts using the Fablight and waterjet cutter (image below). I wasn't able to get a good enough surface finish which made assembly very challenging. Furthermore, it wasn't clear whether this system yet requires the stiffness of stainless steel. However subsequent work looks towards alternative materials as well as continuing to explore alternative connections and structural systems.
The initial prototype parts were made using 3/32" Delrin. This proved to have insufficient stiffness. The table below details so alterative candidate materials.
| Material | Type of material | Modulus | Flexural strength | Density | Sheet thicknesses available (on McMaster) | Prototyping processes |
|---|---|---|---|---|---|---|
| Delrin® Acetal Resin | Polymer | 3.1 GPa | 1412 kg/m³ | 0.01" - 4" | Laser cutting, CNC machining | |
| Polycarbonate | Polymer | 2.6 GPa | 1329 kg/m³ | 0.375" - 2" | Laser cutting, CNC machining | |
| Stainless steel | Metal | 180 GPa | 7700 kg/m³ | 0.024" - 0.5" | Fiber laser cutting, waterjet cutting, high speed CNC milling | |
| Phenolic (Glass fiber) | Composite | 13 GPa | 310 MPa | 1910 kg/m³ | 0.03125" - 2" | Laser cutting (thinner sheets), CNC milling |
| Phenolic (Cotton fiber) | Composite | 106 MPa | 1360 kg/m³ | 0.03125" - 2" | Laser cutting (thinner sheets), CNC milling | |
| Phenolkraft (Phenolic and paper substrate) | Composite | 172 MPa | 1360 kg/m³ | 0.03125" - 1" | Laser cutting (thinner sheets), CNC milling |
CNC milling of paper or cotton and phenolic composite seem to be the most suitable material to continue with. The Zund should be able to cut with 0.8mm and 1mm end mills however they require a 1/8" collet. In using natural fibers the end mills will undergo less wear which will be helpful when scaling up the production of parts.
The connection needs to be easy to assemble (expand on this). There are several CBA projects to get inspiration from.
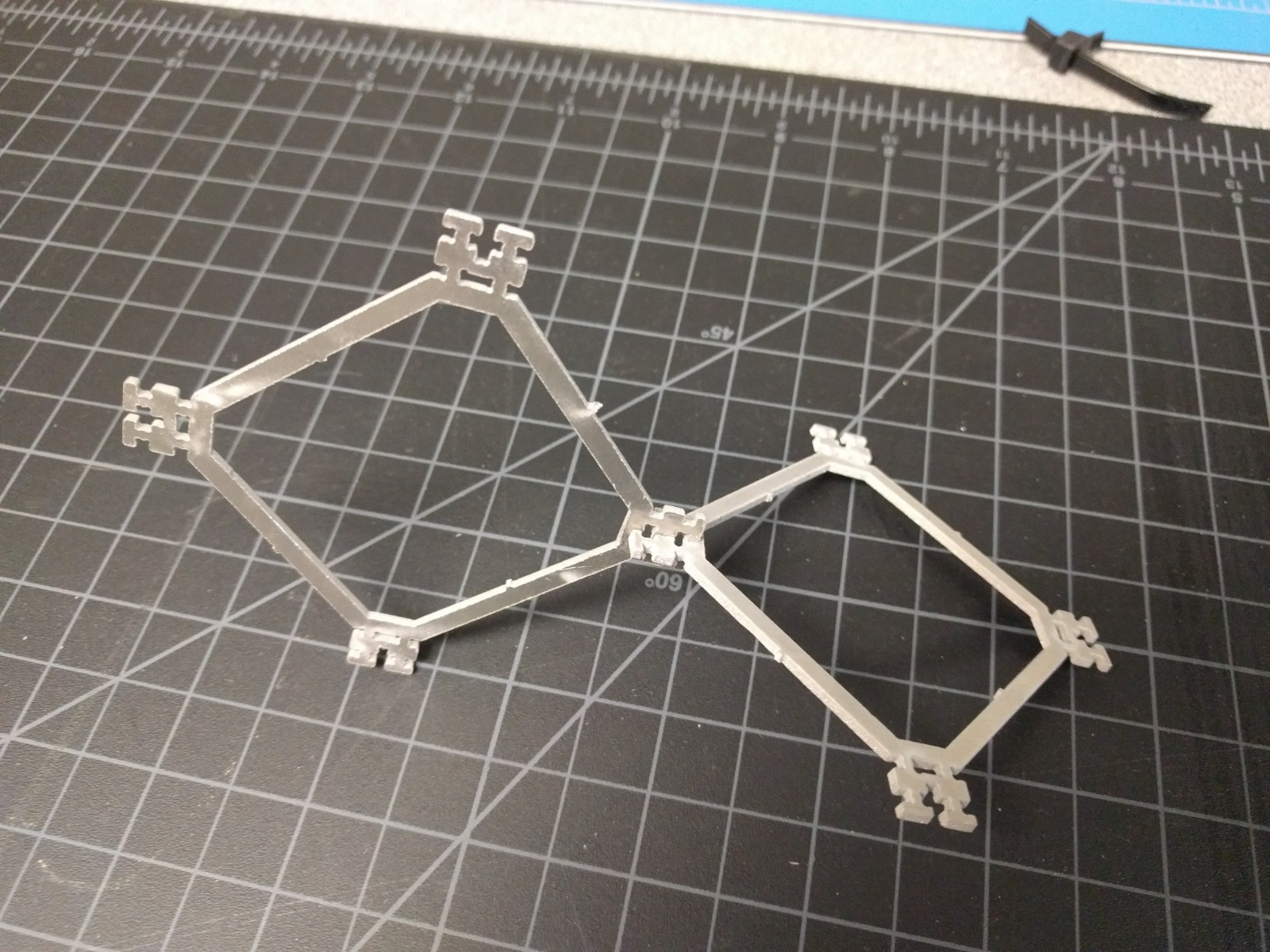
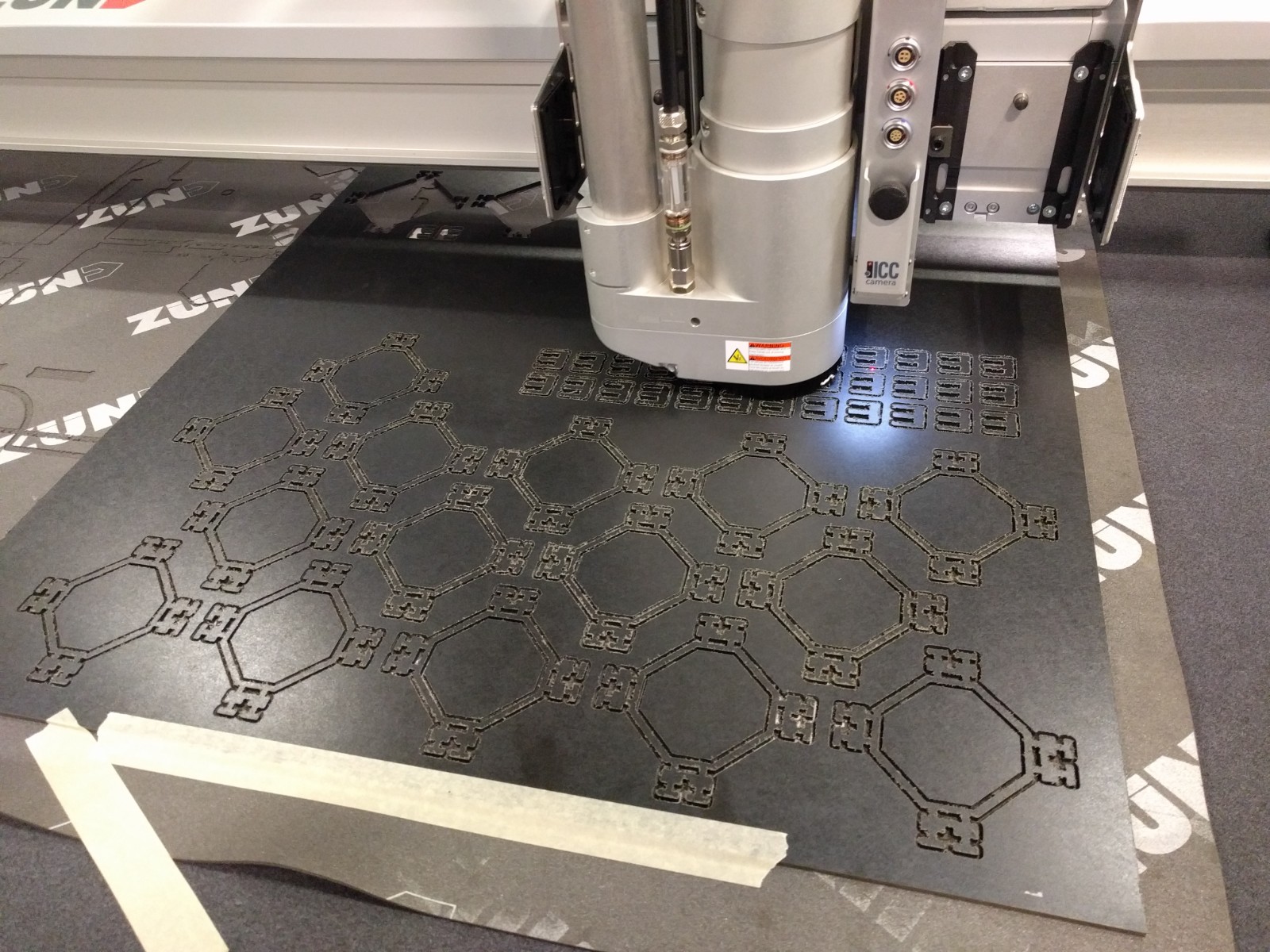
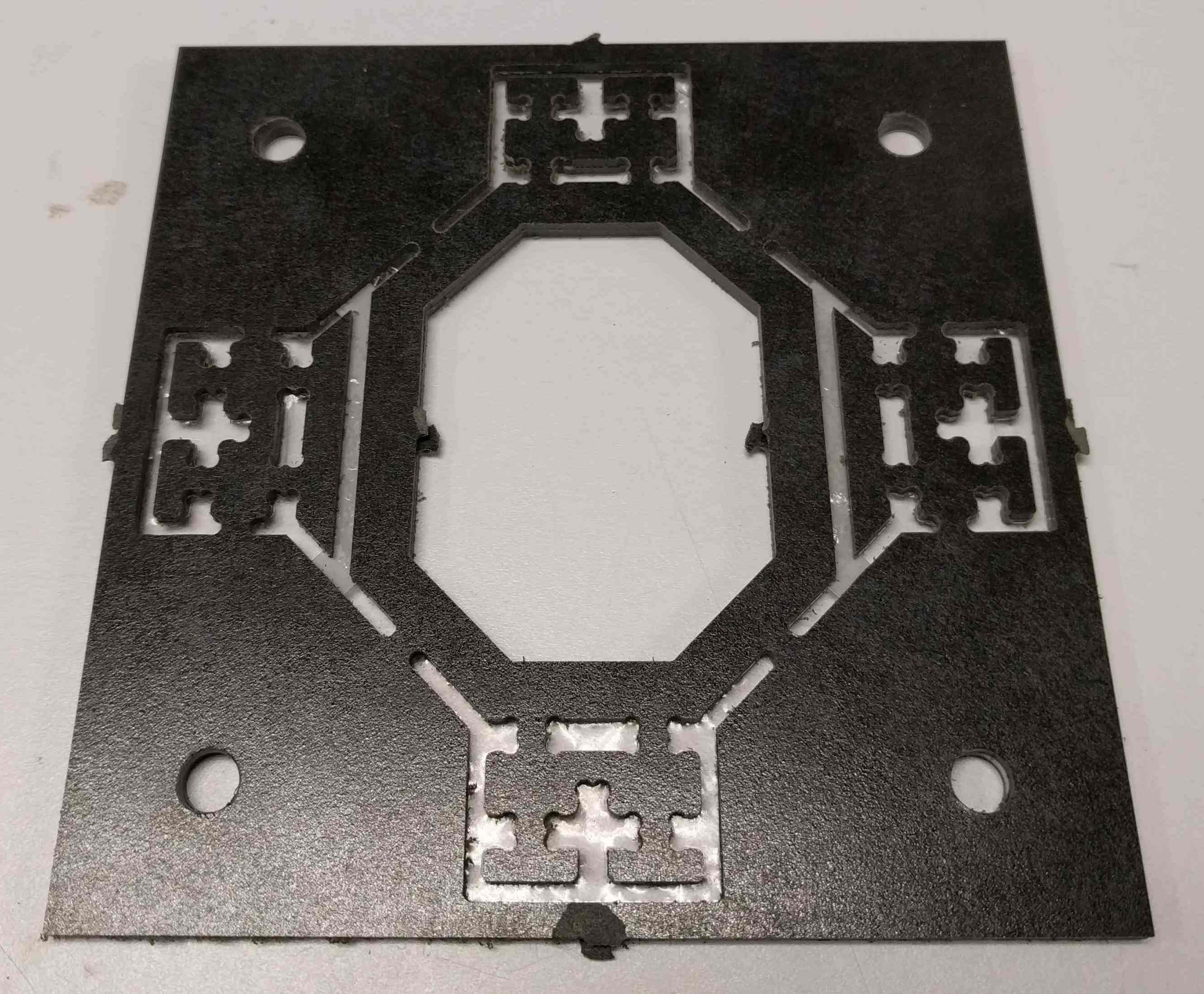
We have 1mm endmills for the Zund which are sufficiently small for the feature sizes that I need. I tried to determine feeds and speeds to cut 1/8". After getting feeds and speeds dialled in it was important to ensure that tabs are milled correctly to keep the piece in place, if it is allowed to rattle around then it breaks the endmill very easily. After dialling in the settings, inital parts came out and fit together incredibly well.
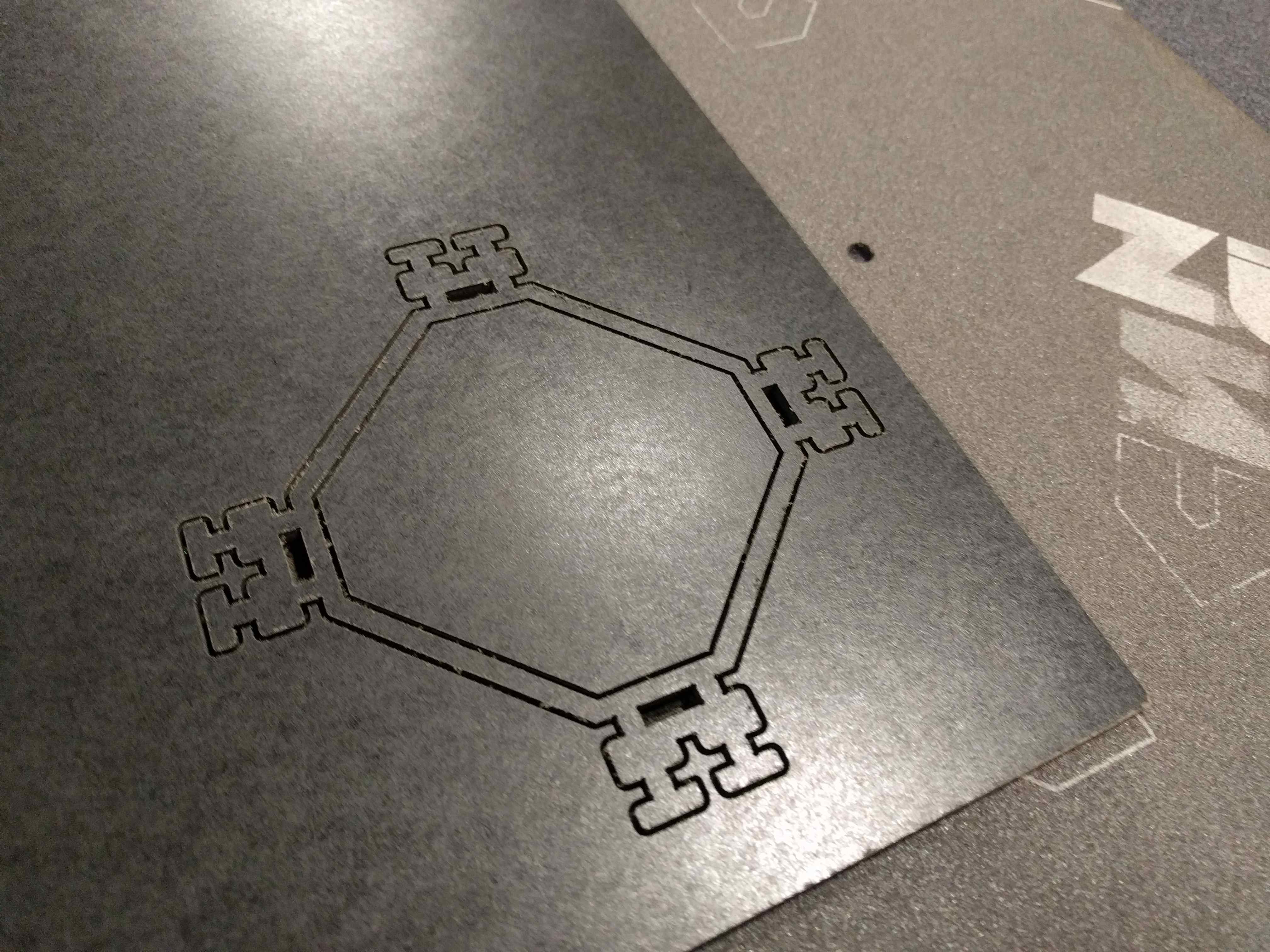
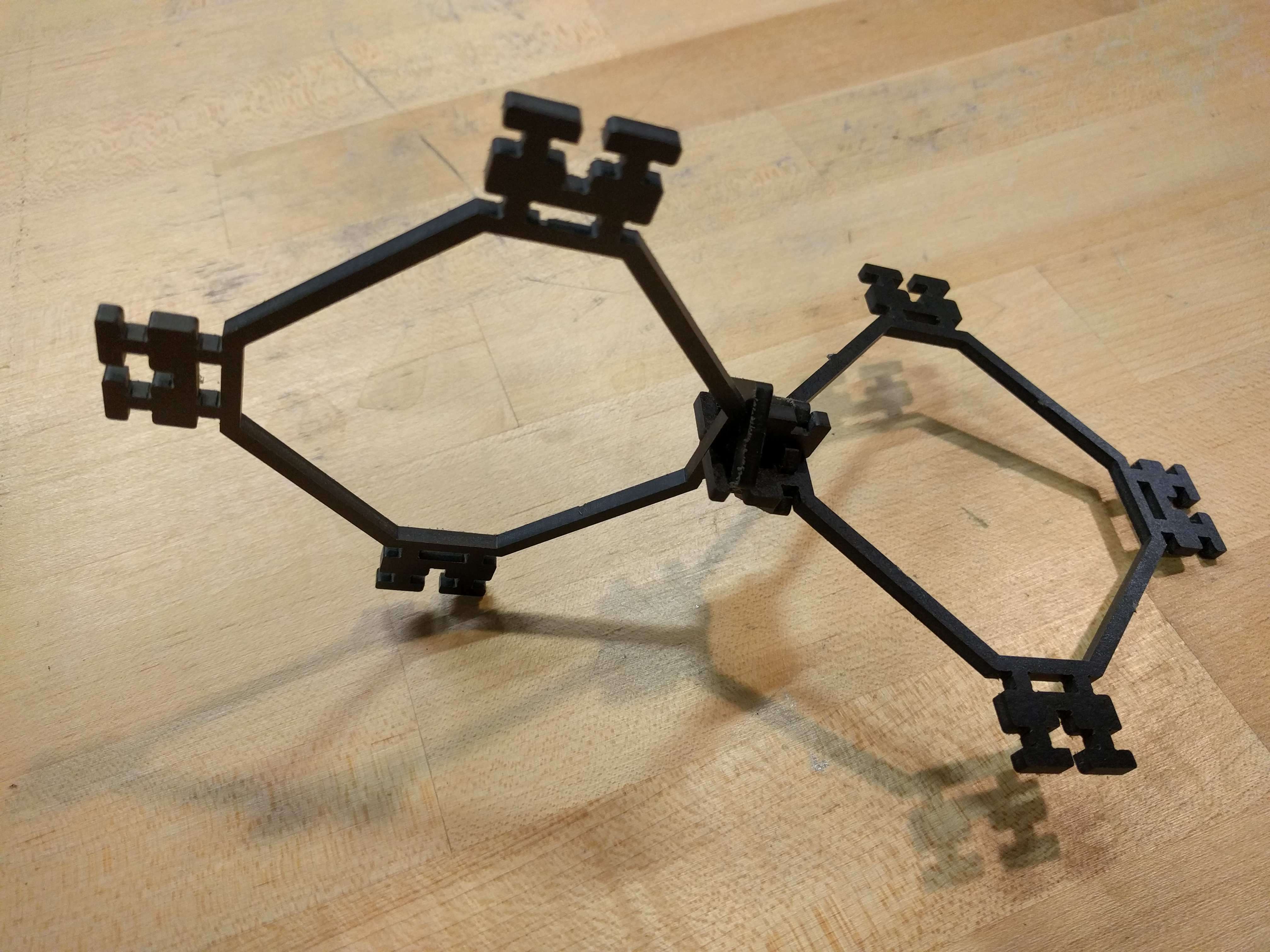
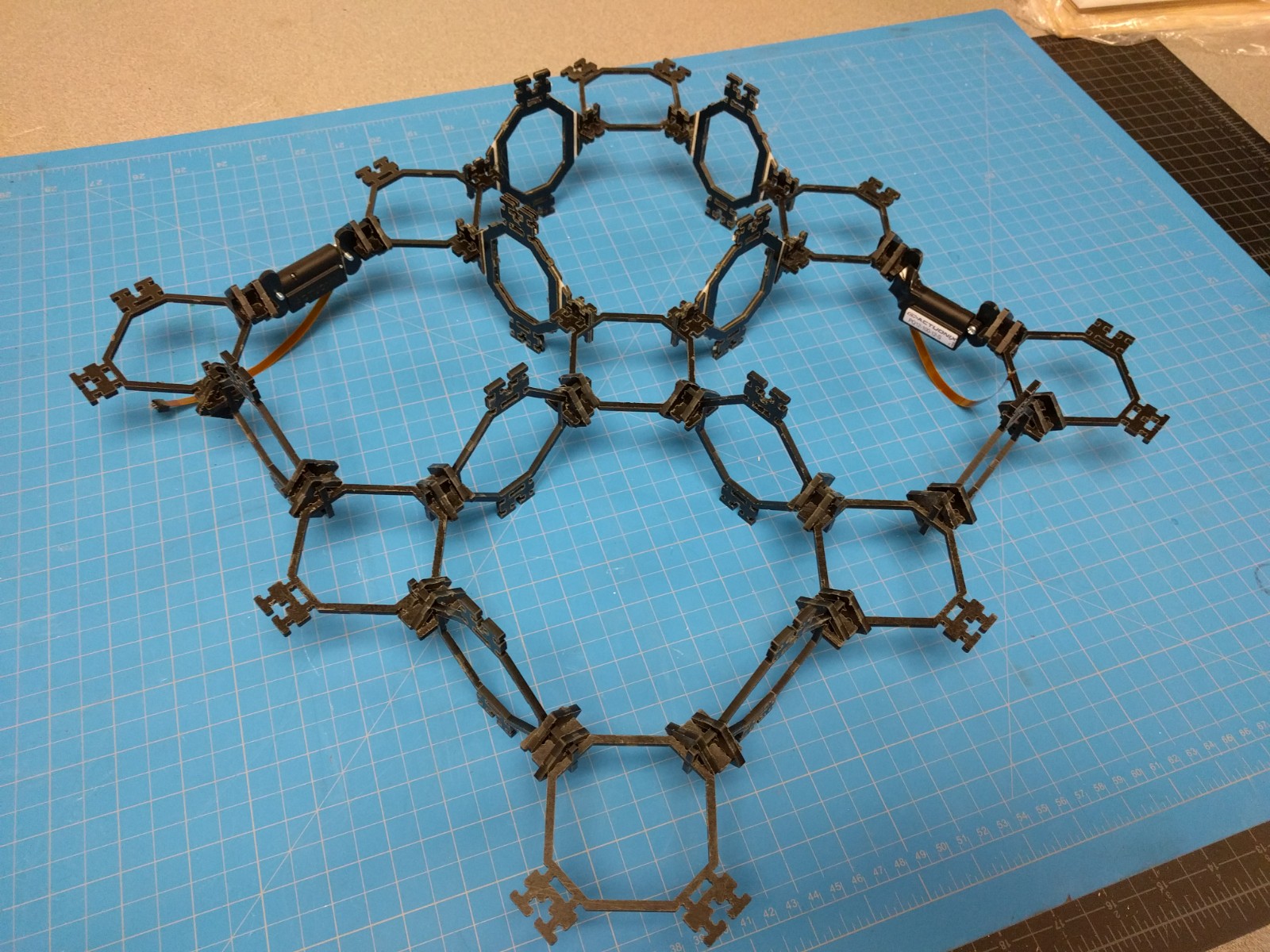
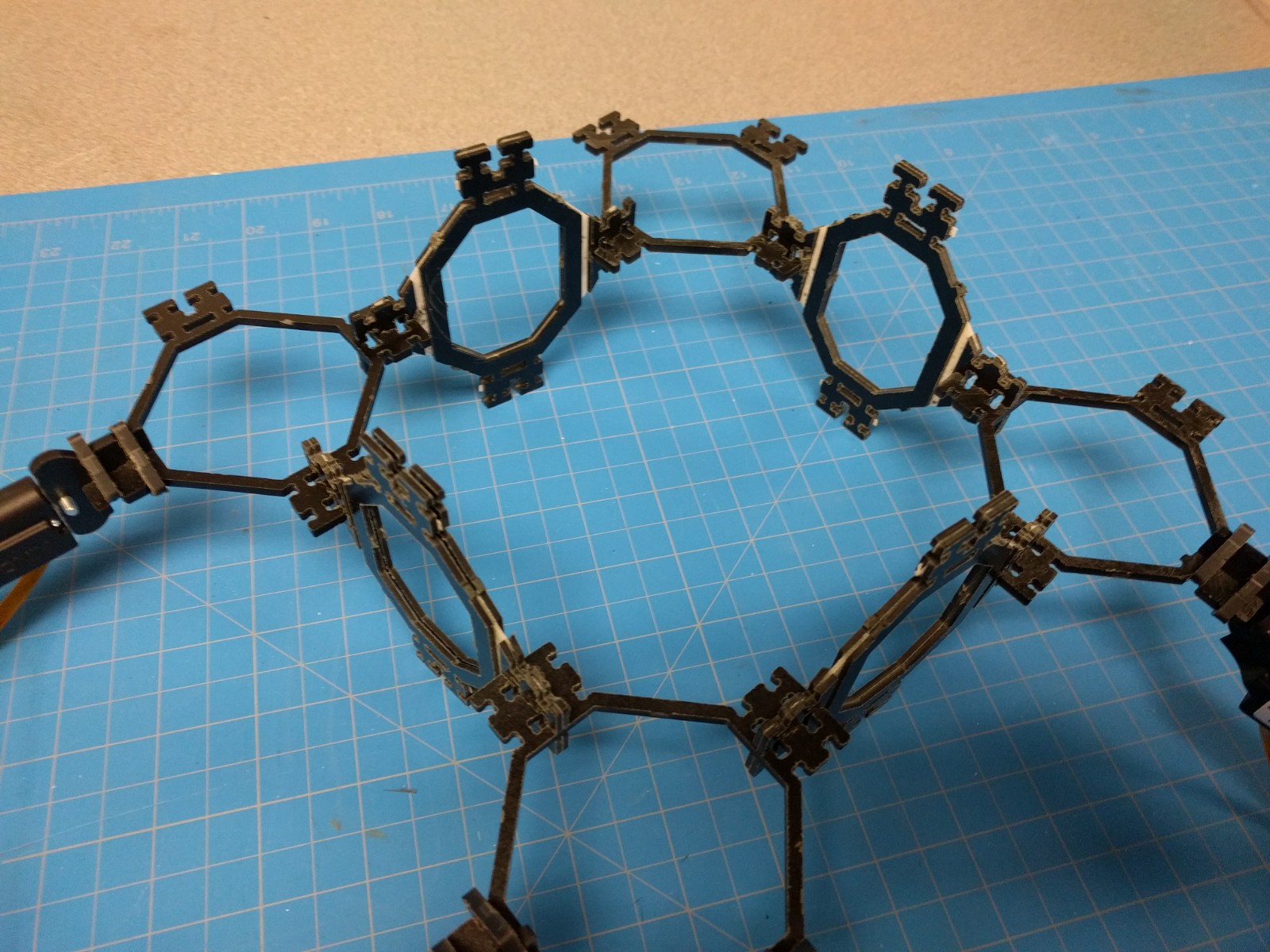
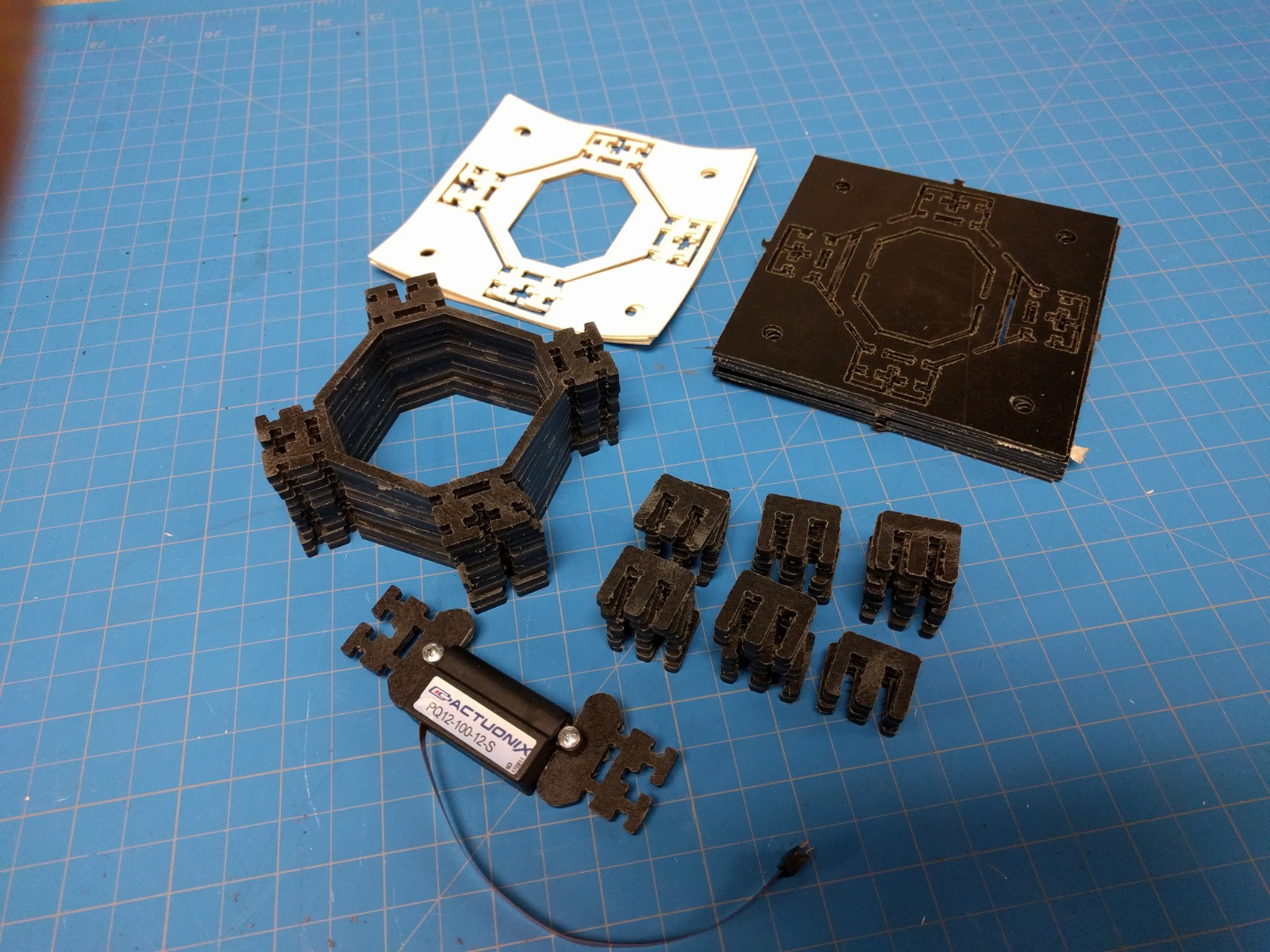
In subsequent jobs I altered the geometry to work with a 2mm end mill, thereby reducing the liklihood of breaking bits. I produced a set of parts to make a 4 bar linkage which included two PQ12-100-12-S linear actuators with a 20mm stroke length.
The structural parts were each machined in approximately 1.75 mins which is a reasonable time at this stage of prototyping.
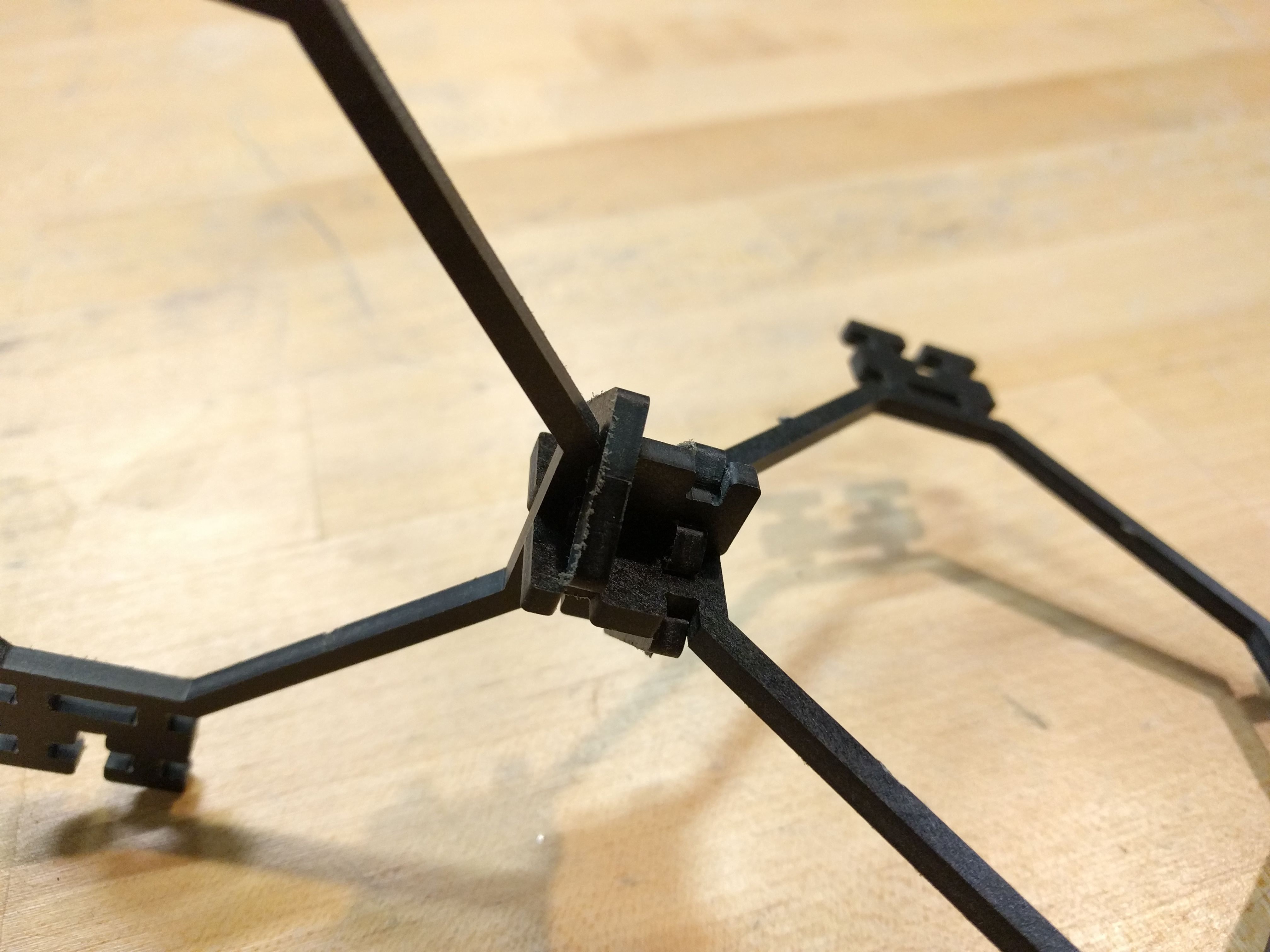
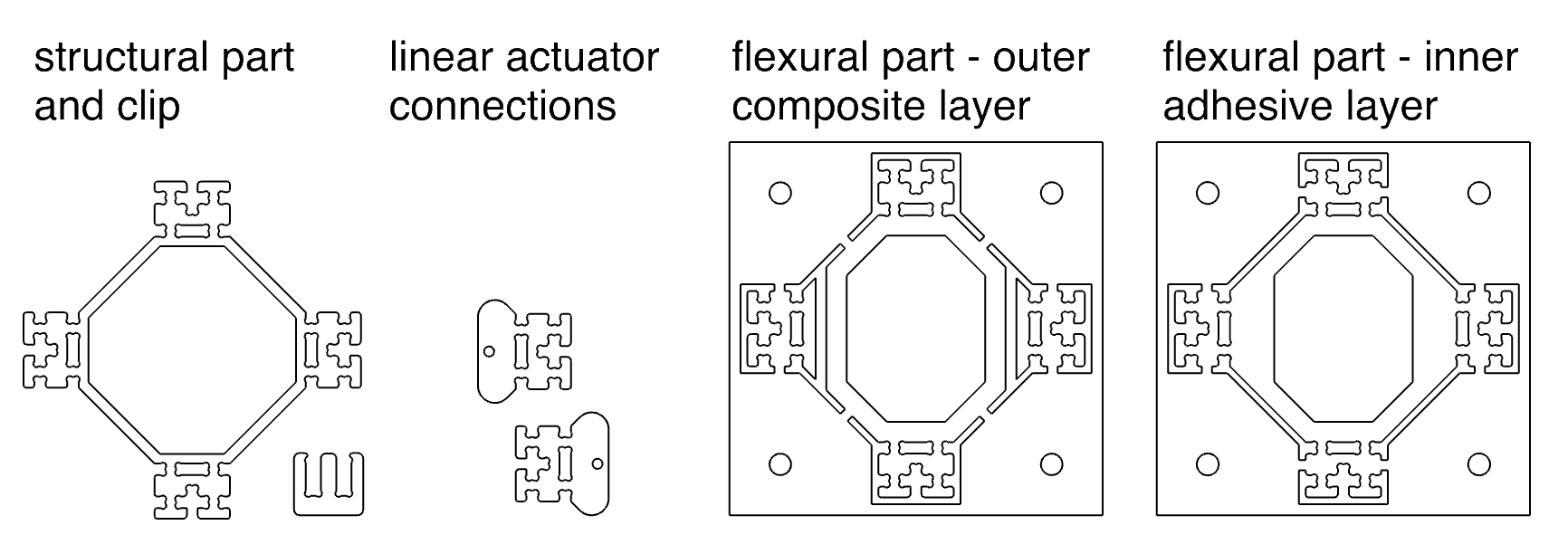
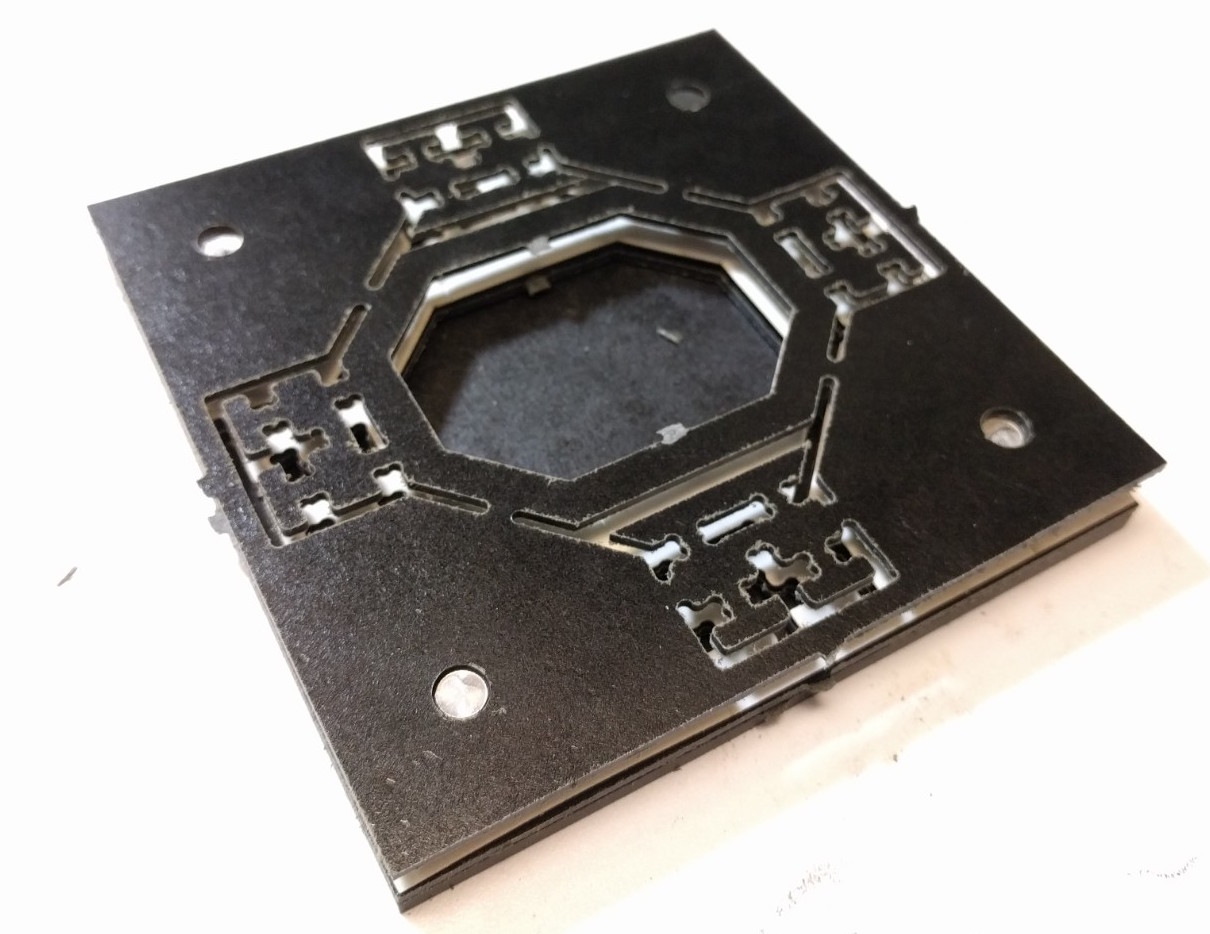
This assembly process made clear that for parts at this scale, a Mylar sheet or similar material is needed at the hinge to provide stiffness. However given that the flexural parts after made up of two pieces of 1/16" sheets of phenolic composite, the amount of adhesive at the connection points needs be as thin as possible to minimize the force required to make connections to other pieces. The current solution is to include Mylar sheet only along the hinge.
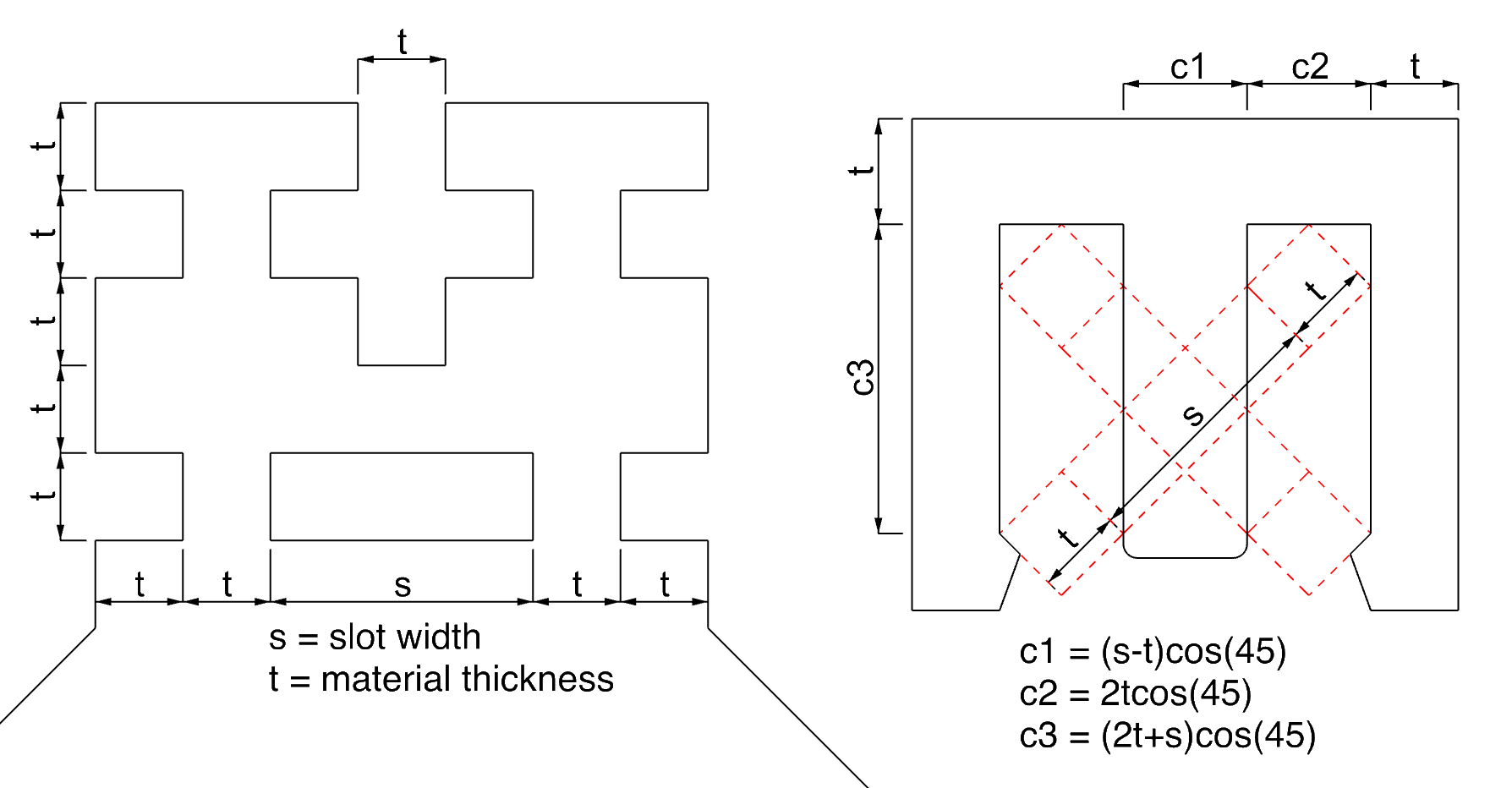
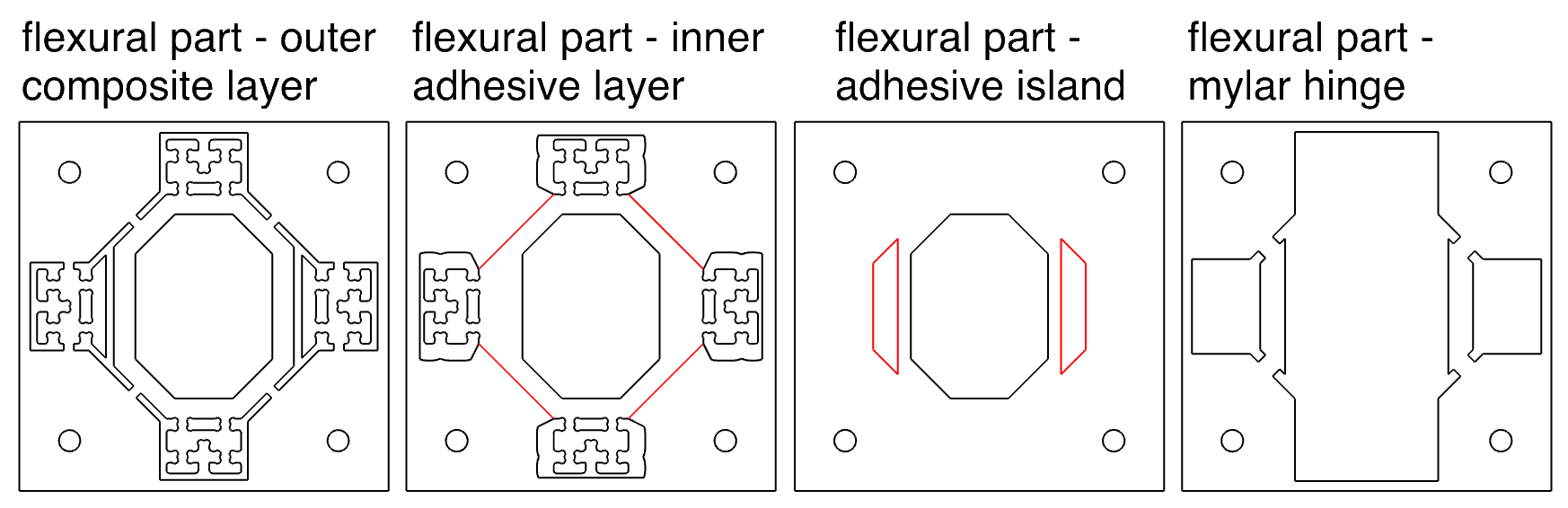
The adhesive used in the initial flexural part design was rather thick and utilized the adhesive itself for the hinge. I tried using Pyralux FR 0100 heat activated adhesive however in my first pass I didn't apply sufficient pressure and burrs on the parts probably also led to a lack of adhesion. In this new design I therefore utilize a thinner 3M 467 MP sheet adhesive added in some cut lines (red) that only cut through the adhesive to make assembly easier. Furthermore I have incorporated mylar sandwiched between the adhesive in the hinge region.
The motors that I purchased require an h-bridge to control. Here's the data sheet for the motors. They operate at 12V, I'm choosing to use the SN754410 Quadruple Half-H Driver which has a related tutorial here.
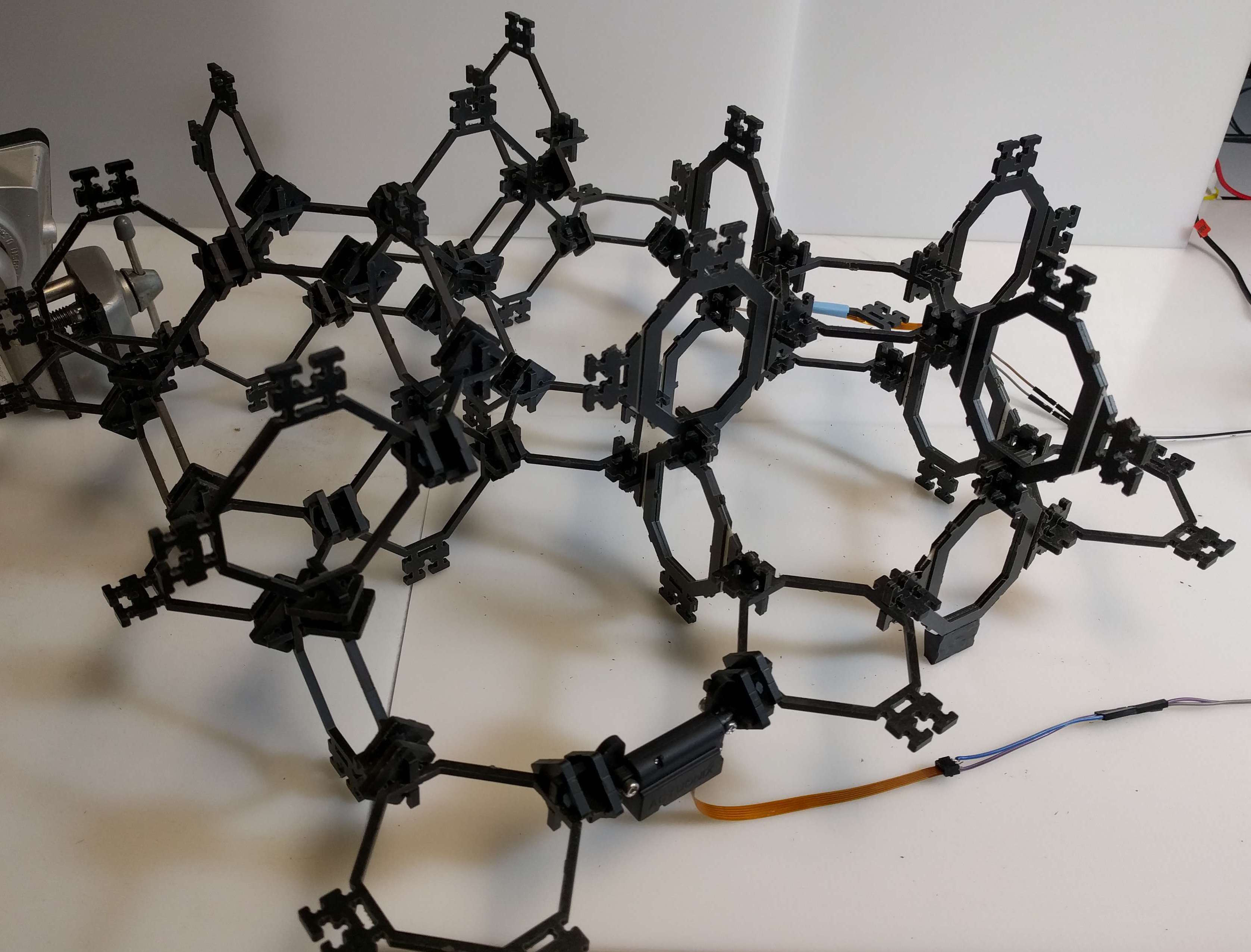
This prototype utilizes two linear actuators which cost ~$65 a piece. The initial design for the unit in this system revolves around movement between two discrete states, therefore these motors are more complex and therefore more expensive than the system requires. Next step for the actuation part type is to experiement with machining cores and winding coils to make a simpler, custom motor.
Cut coupons for 3 point bending and pull testing on the Instron of the different types of Garolite and a carbon fibre. I'm interested in how these materials impact tool life as well as the overall material properties.
Neil suggested working towards a system that can traverse it's own structure. This could potentially bound the application quite nicely in terms of the range of motion.